English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSoluções inovadoras de pré-tratamento automotivo
ST-LCP2000







Price: USD10000~30000
Get Quote PDF
Eficiência de recursos: A filtração contínua dos líquidos do processo reduz significativamente o consumo de produtos químicos e de água potável.
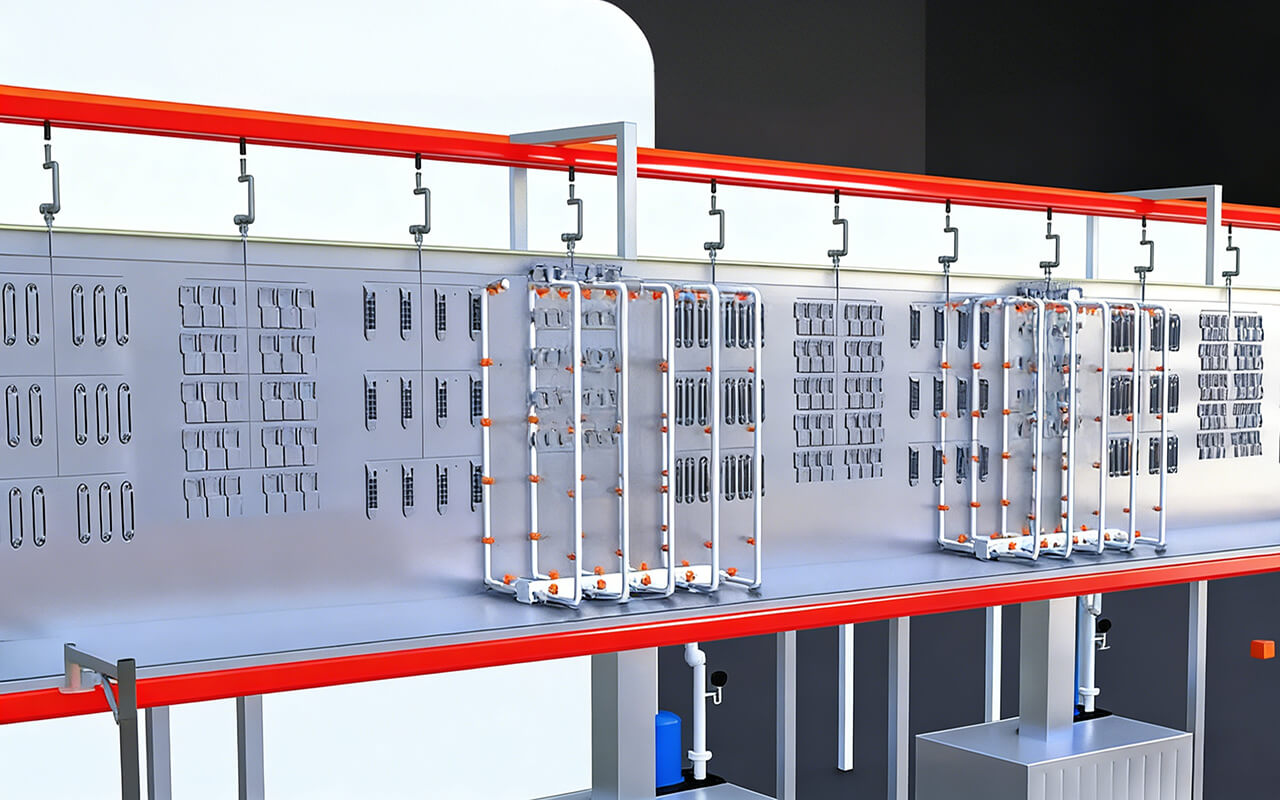
Tecnologia comprovada: Exemplos de nossas soluções eficazes incluem o eficiente processo de imersão rotacional ShengTai® e nosso sistema otimizado de controle de ânodos.
Projeto do sistema: Priorizamos layouts altamente flexíveis e compactos com baixos custos operacionais desde a fase inicial de planejamento.
Otimização de Processos: Empregamos estratégias transversais ao processo para desbloquear novas melhorias na eficiência energética e na qualidade final do revestimento.
A sequência inicial de pintura automotiva consiste em duas etapas fundamentais que preparam e protegem a carroceria do veículo:
1. Etapa 1: Pré-tratamento
◦ Esta é a primeira etapa, onde a carroceria é completamente limpa, desengordurada e, geralmente, recebe uma camada de fosfato para criar uma superfície ideal para todas as camadas de tinta subsequentes.
2. Etapa 2: Eletrodeposição (E-Coat)
◦ Aqui, um primer anticorrosivo é aplicado por imersão de toda a carroceria em um banho condutor. Este método de imersão garante cobertura completa, incluindo todas as cavidades e seções internas.
Esses processos são baseados em tecnologias avançadas e adaptáveis, projetadas para eficiência e desempenho desde a sua concepção.
Coating solutions for Industry

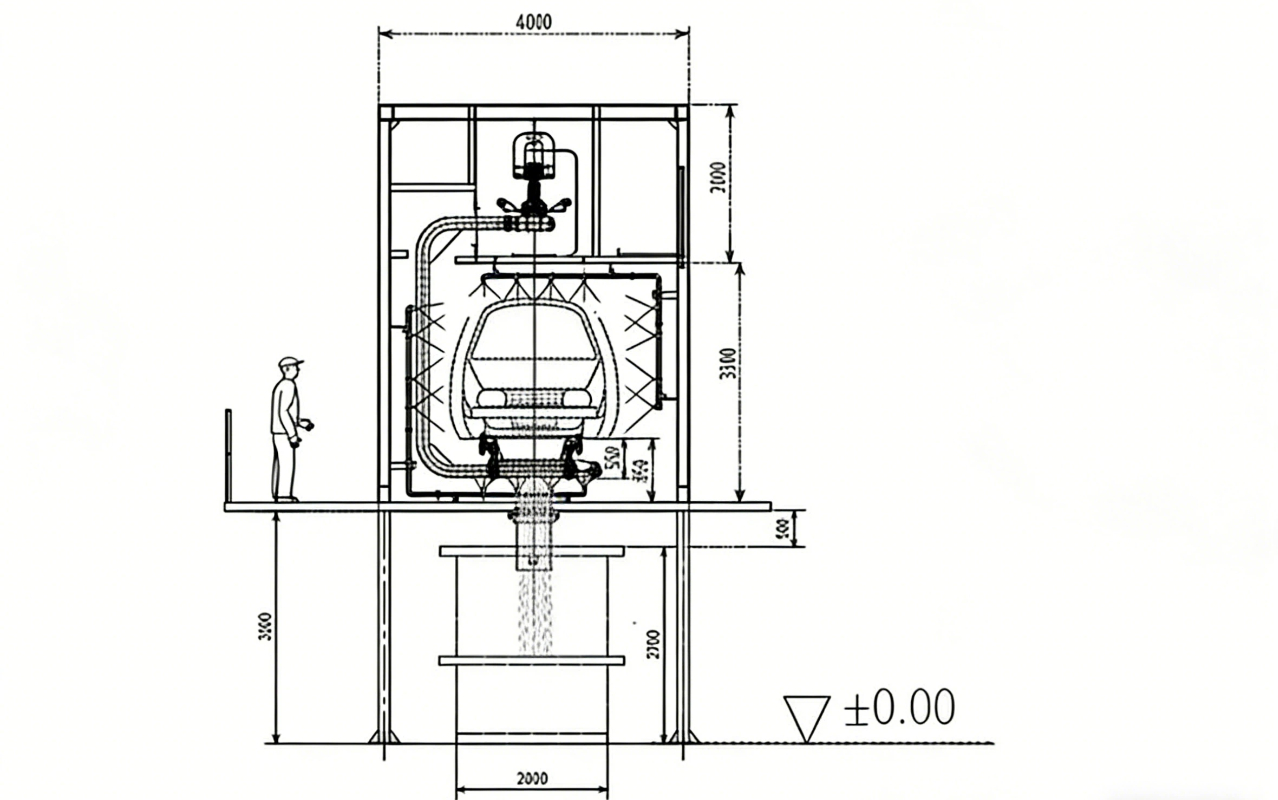
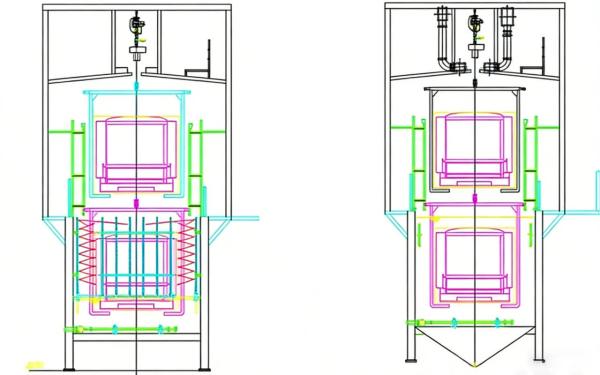
diagrama da seção transversal da pulverização de pré-tratamento
O pré-tratamento é a base do processo de pintura e tem um impacto significativo na qualidade final do revestimento. As principais etapas incluem desengorduramento, decapagem, fosfatização e passivação.
• A desengorduragem é a etapa mais fundamental. Se o óleo e a graxa não forem completamente removidos da superfície da peça, todas as etapas subsequentes serão ineficazes.
• A decapagem é usada principalmente para remover a carepa de chapas de aço laminadas a quente. Na pintura automotiva, é aplicada principalmente em chassis e rodas. No entanto, a decapagem pode causar séria poluição no ambiente da oficina e deve ser evitada sempre que possível — o jateamento abrasivo pode ser usado como alternativa. Nunca deve ser usado em carrocerias.
• A fosfatização é uma etapa crítica, pois melhora tanto a adesão da superfície da peça quanto a resistência à corrosão do revestimento eletroforético.
• A passivação ajuda a estabilizar a qualidade da película de fosfato. No entanto, devido à grave poluição da água causada pelos íons de cromo e à complexidade do tratamento, ela raramente é utilizada.
• A granalhagem também é um método de pré-tratamento, geralmente adequado para remover carepa e ferrugem de chapas de aço mais espessas, perfis e peças fundidas.
| Parâmetros do processo de pré-tratamento para carrocerias | ||||||
| Etapa | Nome do processo | Função | Tempo (s) | Observações | Temp. (°C) | Método |
| 1 | Enxágue de inundação | Remover contaminantes, aquecer o corpo | 60 | Pode ser omitido se o corpo estiver limpo. | - | Spray |
| 2 | Pré-desengorduramento | Remova o óleo dos painéis externos e aqueça a carroceria. | 60–120 | A solução desengordurante pode ser fornecida a partir da água do primeiro enxágue. | 50–55 | Spray |
| 3 | Desengordurante | Remova o óleo e a graxa. | 120–180 | Use um produto de limpeza contendo silicato de sódio, fosfato, surfactante, etc., para remover o óleo de todo o corpo. | 55–65 | Imersão |
| 4 | Enxaguar No.1 | Remova o desengordurante e deixe o corpo esfriar. | 30–60 | Água da torneira; reabastecida a partir do Enxágue nº 2 por transbordamento ou pré-enxágue. | Temperatura ambiente (de preferência baixa) | Spray |
| 5 | Enxágüe nº 2 | Remova o desengordurante e deixe o corpo esfriar. | Mergulhe e saia | Hidrate-se continuamente com água da torneira (pelo jato de água); mantenha a temperatura corporal abaixo de 40°C. | Temperatura ambiente (de preferência baixa) | Imersão |
| 6 | Condicionamento de Superfície | Ativação alcalina, formação de sítios de nucleação | 60 | Utilize um condicionador contendo titanato, fosfato, etc., para alcalinizar levemente a superfície do aço. | Temperatura ambiente. | Imersão |
| 7 | Fosfatização | Forma revestimento de fosfato | 180 | Utilize uma solução ternária de fosfato de zinco com aceleradores para formar uma camada de fosfato cristalino por meio de reação química. | 45–50 | Imersão |
| 8 | Enxaguar No.3 | Remover solução de fosfato | 30–60 | Água da torneira; reabastecida a partir do Enxágue nº 2 por transbordamento ou pré-enxágue; especialmente para remover lodo fosfatado. | Temperatura ambiente. | Spray |
| 9 | Enxaguar No.4 | Remover solução de fosfato | Mergulhe e saia | Água da torneira ou reposta a partir da Etapa 11 (enxágue com água deionizada) por meio de transbordamento ou pré-enxágue. | Temperatura ambiente. | Imersão |
| 10 | Enxágue DI | Remover impurezas iônicas | Mergulhe e saia | Reponha com água deionizada. | Temperatura ambiente. | Imersão |
| 11 | Enxágue DI fresco | Enxágue final | 10–20 | Condutividade da água de gotejamento ≤ 30 µS/cm | Temperatura ambiente. | Spray |