English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSistema de pré-tratamento de revestimento líquido
ST-LC-PT







Price: USD1000~20000
Get Quote PDF
O processo é abrangente e crucial: a etapa de pré-tratamento visa remover completamente diversos contaminantes (como óleo, ferrugem e poeira) da superfície da peça.
Soluções técnicas diversificadas e automatizadas: Oferecemos uma variedade de métodos de pré-tratamento, desde o manual até o automatizado (incluindo pulverização automatizada e revestimento por imersão automatizado).
Damos grande ênfase à segurança e à proteção ambiental: estabelecemos regulamentos rigorosos para a aquisição, armazenamento, uso e resposta a emergências de ácidos e álcalis fortes utilizados.
É dada ênfase à integração do processo e ao tratamento de secagem: destaca-se o processo de fosfatização/passivação para prevenção da ferrugem após o pré-tratamento, bem como diversas soluções de secagem.
Equipamentos de Pintura ShengTai: A etapa de pré-tratamento na linha de pintura consiste na limpeza completa da superfície da peça, removendo contaminantes como oxidação, ferrugem, óleo, poeira e outras impurezas. Isso garante que o revestimento em pó ou a tinta adira firmemente à superfície metálica, melhorando a qualidade da peça e prolongando sua vida útil.
Coating solutions for Industry





Sistema de pré-tratamento de revestimento líquido

Equipamentos de Pintura ShengTai: A etapa de pré-tratamento na linha de pintura consiste na limpeza completa da superfície da peça, removendo contaminantes como oxidação, ferrugem, óleo, poeira e outras impurezas. Isso garante que o revestimento em pó ou a tinta adira firmemente à superfície metálica, melhorando a qualidade da peça e prolongando sua vida útil.
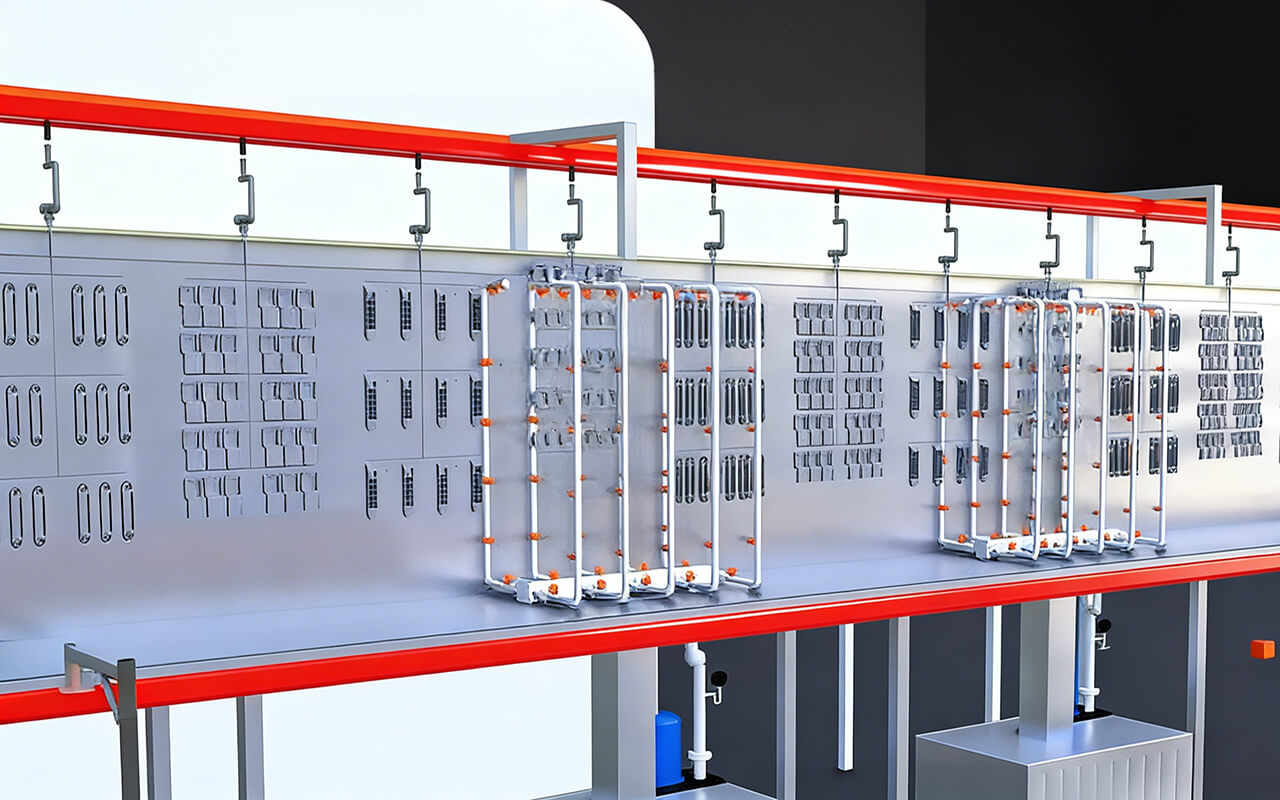
Como etapa essencial no processo de pré-tratamento da linha de pintura, envolve a remoção completa de diversos contaminantes (como lubrificantes, emulsificantes, graxa, manchas de suor, etc.) e poeira da superfície da peça, garantindo uma superfície limpa e preparada para o revestimento. Este processo não só garante uma adesão superior do revestimento, como também é parte fundamental de nossos equipamentos avançados de revestimento líquido e anticorrosão, assegurando proteção e durabilidade de longa duração para seus produtos.
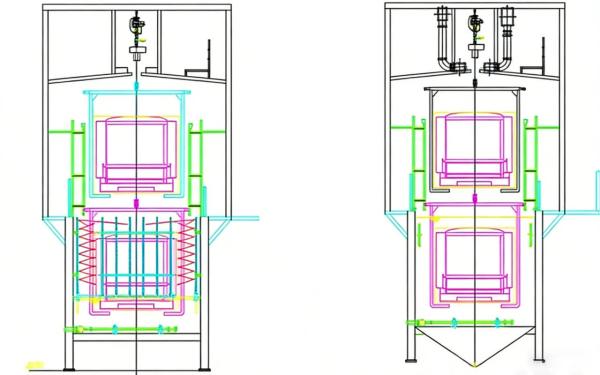
(1) Produção da etapa de pré-tratamento na linha de revestimento
O pré-tratamento envolve processos manuais simples ou processos automatizados. Este último se divide em processos de pulverização automática e processos de pulverização por imersão automática. Antes da pintura a pó, as peças devem passar por um tratamento superficial para remoção de óleo e ferrugem. Esta etapa utiliza uma variedade de soluções químicas, incluindo principalmente removedores de ferrugem, desengraxantes, condicionadores de superfície e agentes fosfatizantes.
Na etapa de pré-tratamento ou na oficina de uma linha de revestimento, é crucial estabelecer os protocolos necessários para a aquisição, o transporte, o armazenamento e o uso de ácidos e álcalis fortes. Os trabalhadores devem receber os equipamentos de proteção individual essenciais, bem como recipientes seguros e confiáveis, ferramentas de manuseio e equipamentos de mistura. Medidas de resposta a emergências e métodos de resgate para possíveis acidentes também devem ser desenvolvidos. Além disso, como a etapa de pré-tratamento gera uma certa quantidade de gases residuais, líquidos residuais e outros poluentes, medidas de proteção ambiental são essenciais. Isso inclui a instalação de sistemas de exaustão, sistemas de drenagem e equipamentos de tratamento de resíduos.
A qualidade das peças pré-tratadas pode variar devido a diferenças nas soluções de pré-tratamento e nos processos específicos dos equipamentos de revestimento líquido. Para peças bem tratadas, onde o óleo e a ferrugem da superfície são completamente removidos, geralmente aplica-se um tratamento de fosfatização ou passivação em etapas subsequentes, logo após o pré-tratamento, para evitar a rápida formação de ferrugem. Antes da aplicação do revestimento em pó, as peças fosfatizadas devem ser secas para remover a umidade da superfície. Para produção em pequenos lotes ou peças únicas, a secagem natural ao ar, ao sol ou com ar comprimido são comumente utilizadas. Para produção em larga escala em linhas de montagem, geralmente se emprega a secagem em baixa temperatura em fornos ou túneis de secagem.
A ShengTai Painting Equipment é especializada no fornecimento de equipamentos avançados para revestimento líquido e soluções completas para equipamentos anticorrosivos, garantindo processos de pré-tratamento eficientes, seguros e ambientalmente responsáveis para sua linha de revestimento.
| Etapas do processo | objetivo principal | Método de operação e parâmetros principais | Referência de tamanho do equipamento |
| 1. Enxágue com água de alta pressão | Primeiramente, remova impurezas como óleo, limalha de ferro e escória de solda da superfície da peça. | São utilizadas pistolas ou dispositivos de pulverização de alta pressão, com pressão da água normalmente variando de 0,15 a 0,3 MPa. | O diâmetro do bico da pistola de pulverização é geralmente de 1,5 a 3 mm; o espaçamento dos tubos de pulverização é ajustado de acordo com o tamanho da peça de trabalho e geralmente é de 0,5 a 1 m. |
| 2. Pré-desengorduramento | Remova a maior parte do óleo e da graxa para preparar a área para a desengorduragem subsequente. | Pulverização parcial e imersão ou pulverização total, temperatura de 50 a 60 °C, tempo de 1 a 3 minutos. | O comprimento do tanque de pré-desengraxe é determinado de acordo com o comprimento da peça de trabalho, geralmente de 3 a 5 m, a largura de 1 a 2 m e a profundidade de 0,5 a 1 m. |
| 3. Desengorduração | Para remover completamente a gordura, geralmente são utilizados agentes desengordurantes alcalinos. | Mergulhe ou pulverize a uma temperatura de 55–65°C durante 3–5 minutos. | O tanque de desengorduramento tem dimensões semelhantes ao tanque de pré-desengorduramento, com 3 a 6 m de comprimento, 1 a 2 m de largura e 0,5 a 1 m de profundidade. |
| 4. Lave com água (1 a 2 vezes) | Após a desengorduragem, enxágue bem para remover qualquer líquido residual e evitar a contaminação de processos subsequentes. | Utilize água em excesso para lavar ou pulverizar, à temperatura ambiente, durante 0,5 a 2 minutos. | O tanque de lavagem tem 2 a 4 m de comprimento, 1 a 1,5 m de largura e 0,5 a 1 m de profundidade; a altura da saída de transbordamento é geralmente de 1/3 a 1/2 da altura do tanque. |
| 5. Ajuste da mesa | Ajustar a microestrutura da superfície da peça para promover a formação uniforme da película de fosfatização. | Deixe de molho por 0,5 a 2 minutos em pH 7,5 a 10,0. | A ranhura de medição tem 2–3 m de comprimento, 1–1,5 m de largura e 0,5–1 m de profundidade. |
| 6. Fosfatização | Uma película de conversão de fosfato é formada na superfície da peça, o que melhora a adesão do revestimento e a resistência à corrosão. | Mergulhe ou pulverize a uma temperatura de 35–55°C durante 3–10 minutos. | O tanque de fosfatização tem 3–5 m de comprimento, 1–2 m de largura e 0,5–1 m de profundidade; o espaçamento dos bicos durante a fosfatização por aspersão é de 0,5–1 m. |
| 7. Lave com água após a fosfatização. | Remova a solução fosfatizante residual para evitar corrosão. | Utilize água em excesso para lavar ou pulverizar, à temperatura ambiente, durante 0,5 a 2 minutos. | Semelhante ao tanque de lavagem anterior, ele tem de 2 a 4 m de comprimento, de 1 a 1,5 m de largura e de 0,5 a 1 m de profundidade. |
| 8. Secagem | Remova a umidade da superfície da peça para prepará-la para a pintura. | Seque assando ou deixando secar ao ar. A temperatura do forno geralmente varia entre 60 e 80 °C, e o tempo de secagem entre 10 e 30 minutos. | O comprimento da câmara de secagem é determinado de acordo com o comprimento da peça de trabalho, geralmente de 5 a 10 m, a largura é de 2 a 3 m e a altura é de 2 a 3 m. |