 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng Việtنظام المعالجة المسبقة للطلاء السائل
ST-LC-PT







سعر: USD1000~20000
احصل على عرض سعر PDF
العملية شاملة وحاسمة: تهدف مرحلة المعالجة المسبقة إلى إزالة الملوثات المختلفة (مثل الزيت والصدأ والغبار) من سطح قطعة العمل بشكل كامل.
حلول تقنية متنوعة وآلية: نحن نقدم مجموعة متنوعة من طرق المعالجة المسبقة، من المعالجة المسبقة اليدوية إلى الآلية (بما في ذلك الرش الآلي والطلاء بالغمس الآلي).
نحن نولي أهمية كبيرة للسلامة وحماية البيئة: لقد وضعنا لوائح صارمة لشراء وتخزين واستخدام والاستجابة لحالات الطوارئ للأحماض والقلويات القوية المستخدمة.
يتم التركيز على تكامل العمليات ومعالجة التجفيف: يتم التركيز على عملية منع الصدأ بالفوسفات/التخميل بعد المعالجة المسبقة، بالإضافة إلى حلول التجفيف المختلفة.
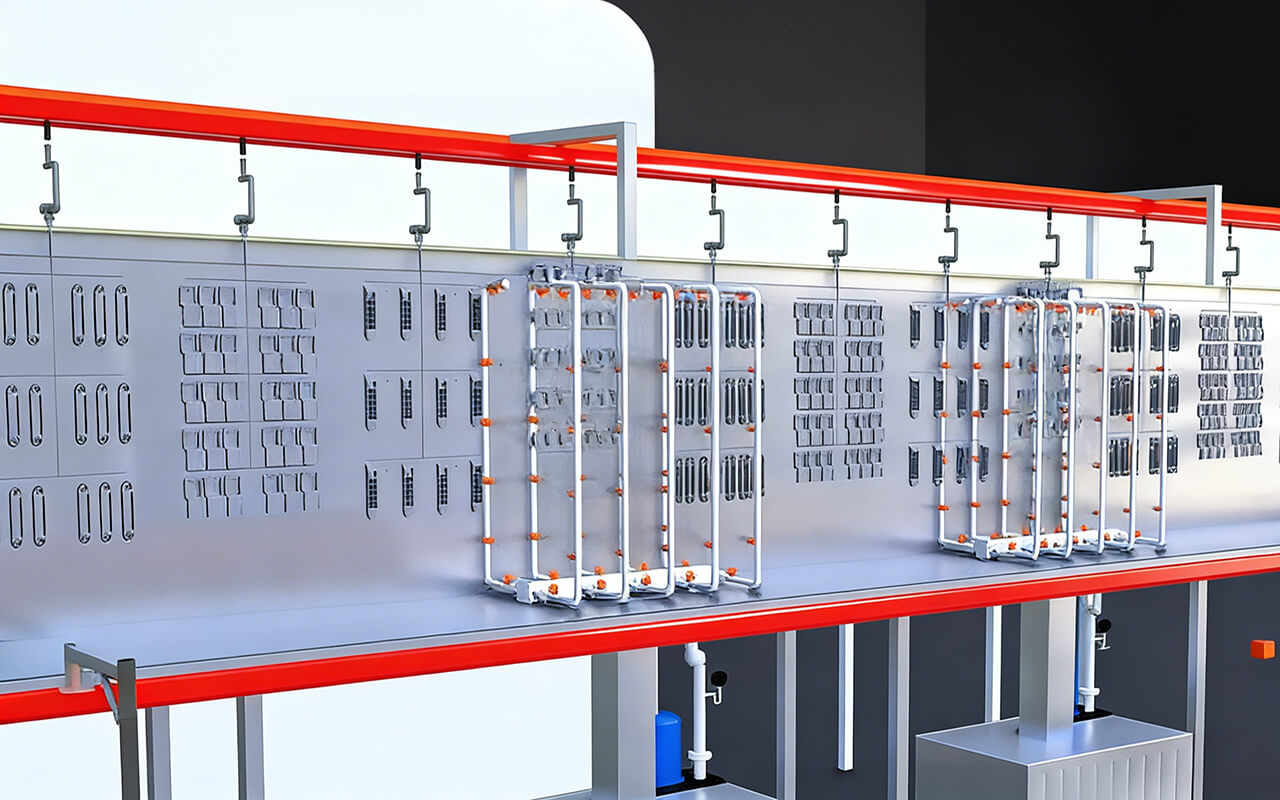
معدات طلاء شينغتاي: تشير مرحلة المعالجة المسبقة في خط الطلاء إلى التنظيف الكامل لسطح قطعة العمل من الملوثات مثل الأكسدة والصدأ والزيوت والغبار والشوائب الأخرى. يضمن ذلك التصاق الطلاء المسحوق أو الدهان بسطح المعدن بشكل محكم، مما يُحسّن جودة قطعة العمل ويُطيل عمرها الافتراضي.
حلول الطلاء للصناعة
نظام المعالجة المسبقة للطلاء السائل

معدات طلاء شينغتاي: تشير مرحلة المعالجة المسبقة في خط الطلاء إلى التنظيف الكامل لسطح قطعة العمل من الملوثات مثل الأكسدة والصدأ والزيوت والغبار والشوائب الأخرى. يضمن ذلك التصاق الطلاء المسحوق أو الدهان بسطح المعدن بشكل محكم، مما يُحسّن جودة قطعة العمل ويُطيل عمرها الافتراضي.
تُعدّ هذه الخطوة أساسية في عملية المعالجة المسبقة لخط الطلاء، حيث تتضمن إزالة شاملة لمختلف الملوثات (مثل مواد التشحيم، والمستحلبات، والشحوم، وبقع العرق، وغيرها) والغبار من سطح قطعة العمل، مما يضمن سطحًا نظيفًا وجاهزًا للطلاء. لا تضمن هذه العملية فقط التصاقًا فائقًا للطلاء، بل تُشكّل أيضًا جزءًا بالغ الأهمية من معدات الطلاء السائل المتطورة ومعدات مقاومة التآكل لدينا، مما يضمن حماية طويلة الأمد ومتانة لمنتجاتكم.
(1) إنتاج مرحلة المعالجة المسبقة في خط الطلاء
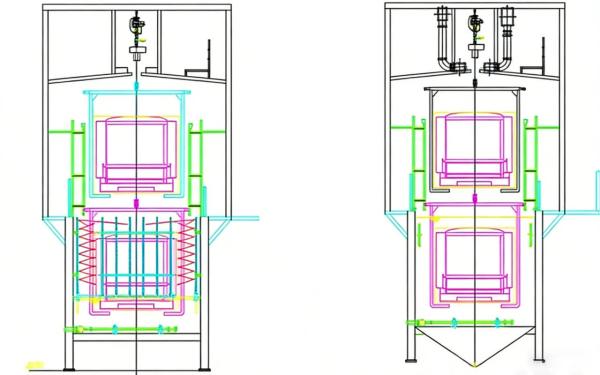
تتضمن المعالجة المسبقة إما عمليات يدوية بسيطة أو عمليات معالجة مسبقة آلية. وتنقسم الأخيرة بدورها إلى عمليات رش آلية وعمليات رش بالغمر آلية. قبل طلاء المسحوق، يجب معالجة سطح القطع لإزالة الزيوت والصدأ. تستخدم هذه المرحلة مجموعة متنوعة من المحاليل الكيميائية، تشمل بشكل أساسي مزيلات الصدأ، ومزيلات الشحوم، ومواد تحسين السطح، وعوامل الفسفتة.
في مرحلة المعالجة الأولية أو ورشة العمل في خط الطلاء، من الضروري وضع بروتوكولات فعّالة لتوريد ونقل وتخزين واستخدام الأحماض والقلويات القوية. يجب تزويد العمال بمعدات الوقاية الشخصية الأساسية، بالإضافة إلى حاويات وأدوات مناولة ومعدات خلط آمنة وموثوقة. كما يجب وضع تدابير استجابة للطوارئ وأساليب إنقاذ للحوادث المحتملة. علاوة على ذلك، ونظرًا لأن مرحلة المعالجة الأولية تُنتج كمية معينة من الغازات والسوائل العادمة والملوثات الأخرى، فإن تدابير حماية البيئة ضرورية. ويشمل ذلك تركيب أنظمة تهوية وأنظمة تصريف ومعدات معالجة النفايات.
تختلف جودة القطع المعالجة مسبقًا تبعًا لاختلاف محاليل المعالجة المسبقة وعمليات معدات الطلاء السائل المستخدمة. بالنسبة للقطع المعالجة جيدًا، حيث تتم إزالة الزيوت والصدأ السطحي تمامًا، تُطبق عادةً معالجة الفسفتة أو التخميل في خطوات لاحقة بعد المعالجة المسبقة مباشرةً لمنع الصدأ المتكرر السريع. قبل الطلاء بالبودرة، يجب تجفيف القطع المعالجة بالفسفتة لإزالة الرطوبة السطحية. في الإنتاج بكميات صغيرة أو قطعة واحدة، يُستخدم عادةً التجفيف بالهواء الطبيعي أو التجفيف الشمسي أو التجفيف بالهواء المضغوط. أما في خطوط التجميع واسعة النطاق، فيُستخدم عادةً التجفيف بدرجة حرارة منخفضة باستخدام الأفران أو أنفاق التجفيف.
تتخصص شركة ShengTai Painting Equipment في توفير معدات الطلاء السائل المتقدمة وحلول معدات مكافحة التآكل الشاملة، مما يضمن عمليات معالجة مسبقة فعالة وآمنة ومتوافقة مع البيئة لخط الطلاء الخاص بك.
| عمليات | الغرض الرئيسي | طريقة التشغيل والمعايير الرئيسية | مرجع حجم المعدات |
| 1. الشطف بالماء عالي الضغط | قم في البداية بإزالة الشوائب مثل الزيت وبرادة الحديد وخبث اللحام من سطح قطعة العمل. | يتم استخدام مسدسات رش عالية الضغط أو أجهزة رش، حيث يتراوح ضغط الماء عادةً من 0.15 إلى 0.3 ميجا باسكال. | عادة ما يكون قطر فوهة مسدس الرش 1.5-3 مم؛ ويتم ضبط تباعد أنابيب الرش وفقًا لحجم قطعة العمل، وعادة ما يكون 0.5-1 متر. |
| 2. إزالة الشحوم المسبقة | قم بإزالة معظم الزيوت والشحوم استعدادًا لعملية إزالة الشحوم اللاحقة. | الرش الجزئي والغمر أو الرش الكامل، درجة الحرارة 50-60 درجة مئوية، المدة 1-3 دقائق. | يتم تحديد طول خزان إزالة الشحوم المسبق وفقًا لطول قطعة العمل، وعادة ما يكون 3-5 أمتار، والعرض 1-2 متر، والعمق 0.5-1 متر. |
| 3. إزالة الدهون | لإزالة الشحوم بشكل كامل، غالباً ما يتم استخدام عوامل إزالة الشحوم القلوية. | اغمر أو رش عند درجة حرارة 55-65 درجة مئوية لمدة 3-5 دقائق. | خزان إزالة الشحوم مشابه في الحجم لخزان إزالة الشحوم المسبق، حيث يبلغ طوله 3-6 أمتار، وعرضه 1-2 متر، وعمقه 0.5-1 متر. |
| 4. اغسل بالماء (مرة أو مرتين) | اشطف أي سائل متبقٍ بعد إزالة الشحوم لمنع تلوث العمليات اللاحقة. | استخدم الماء الزائد للغسيل أو الرش، في درجة حرارة الغرفة، لمدة 0.5-2 دقيقة. | يبلغ طول خزان الغسيل 2-4 أمتار، وعرضه 1-1.5 متر، وعمقه 0.5-1 متر؛ ويبلغ ارتفاع مخرج الفائض عادةً 1/3-1/2 من ارتفاع الخزان. |
| 5. تعديل الطاولة | اضبط البنية المجهرية لسطح قطعة العمل لتعزيز التكوين المنتظم لطبقة الفوسفات. | انقع لمدة 0.5-2 دقيقة عند درجة حموضة 7.5-10.0. | يبلغ طول أخدود القياس 2-3 أمتار، وعرضه 1-1.5 متر، وعمقه 0.5-1 متر. |
| 6. الفسفتة | تتشكل طبقة تحويل الفوسفات على سطح قطعة العمل، مما يحسن من التصاق الطلاء ومقاومة التآكل. | اغمرها أو رشها عند درجة حرارة 35-55 درجة مئوية لمدة 3-10 دقائق. | يبلغ طول خزان الفسفتة 3-5 أمتار، وعرضه 1-2 متر، وعمقه 0.5-1 متر؛ وتبلغ المسافة بين الفوهات أثناء رش الفسفتة 0.5-1 متر. |
| 7. اغسل بالماء بعد عملية الفسفتة | قم بإزالة محلول الفوسفات المتبقي لمنع التآكل. | استخدم الماء الزائد للغسيل أو الرش، في درجة حرارة الغرفة، لمدة 0.5-2 دقيقة. | على غرار خزان الغسيل السابق، يبلغ طوله 2-4 أمتار، وعرضه 1-1.5 متر، وعمقه 0.5-1 متر. |
| 8. التجفيف | قم بإزالة الرطوبة من سطح قطعة العمل لتحضيرها للطلاء. | جففها بالخبز أو بالهواء. تتراوح درجة حرارة الخبز عادةً بين 60 و80 درجة مئوية، ومدة التجفيف من 10 إلى 30 دقيقة. | يتم تحديد طول غرفة التجفيف وفقًا لطول قطعة العمل، وعادة ما يكون 5-10 أمتار، والعرض 2-3 أمتار، والارتفاع 2-3 أمتار. |
المنتج ذو الصلة

ST-LC-PT
نظام المعالجة المسبقة للطلاء السائل
ST-LCP2000




