 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtE-kaplama Hattı Püskürtme Ön İşlemi
ST-EC-SP







Fiyat: USD500~2000
Teklif Al PDF
Büyük daldırma tankları gerektiren daldırma tankı sistemlerinin aksine, püskürtmeli ön işlem ekipmanları daha kompakt bir yapıya sahiptir.
Bu, gereken alan miktarını azaltır, atölye inşaat maliyetlerini düşürür ve alan kullanımını iyileştirir.
Düzgün şekilli ve nispeten düz iş parçaları için, püskürtme ön işlemi, düzgün yüzey kaplaması ve kapsamlı bir işlem sağlar.
Elektroforez kaplamadan önce, boya yapışmasını ve kaplama dayanıklılığını artıran ideal bir yüzey koşulu oluşturulur.
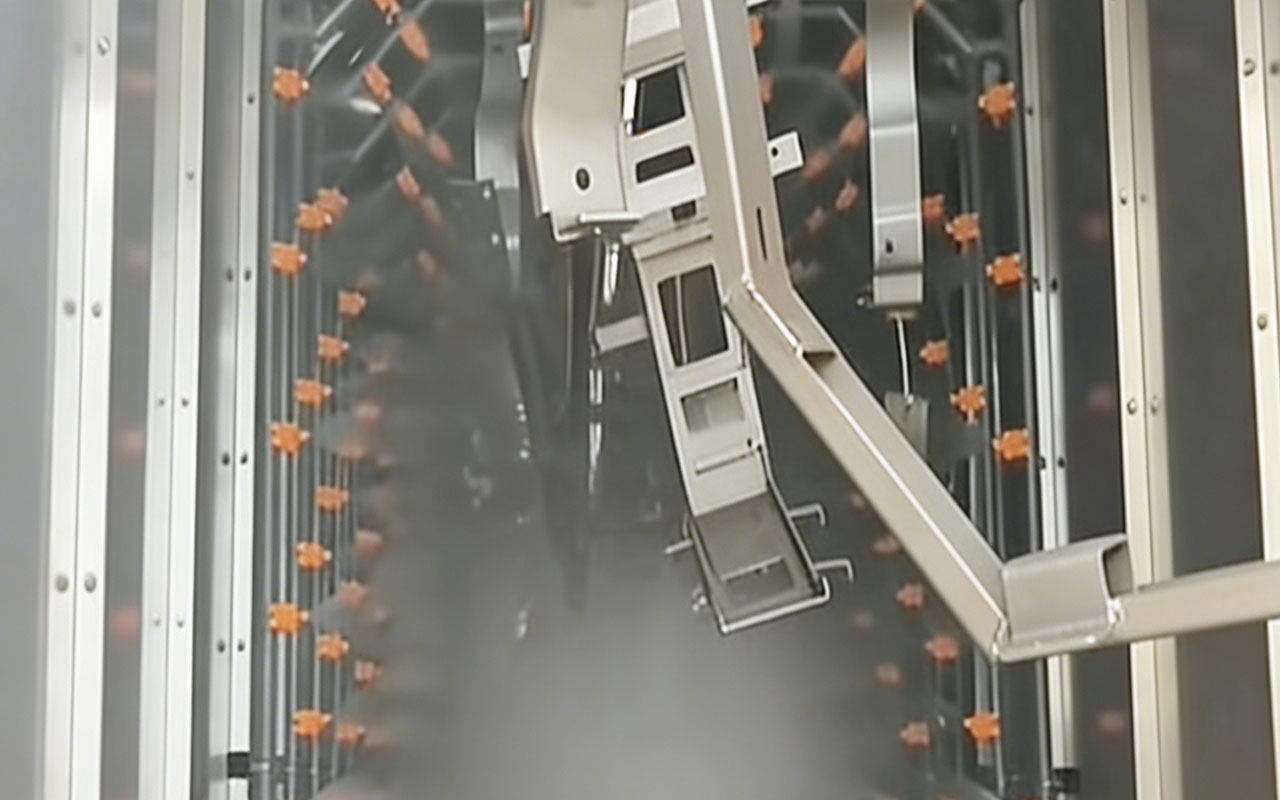
Püskürtme ön işlemi, hızlı temizleme, yağ giderme ve pas giderme sağlamak amacıyla, işlem kimyasallarının nozullar aracılığıyla iş parçalarının yüzeyine püskürtülmesi işlemidir. Özellikle karmaşık şekillere, deliklere veya oluklara sahip parçalar için uygundur, çünkü püskürtme iş parçasının tüm alanlarına etkili bir şekilde ulaşabilir ve bunları kaplayabilir. Bu yöntem, hassas nozul düzenlemesi ve iyi kontrol edilen püskürtme basıncı gerektirmesine rağmen, yüksek işlem verimliliği ve kompakt ekipman alanı sunar. Elektroforez kaplamadan önce E kaplama hattında yukarı akış işlemi olarak yaygın olarak uygulanmaktadır.
Endüstri için kaplama çözümleri
E-kaplama Hattı Püskürtme Ön İşlemi

Püskürtme ön işleminin avantajları şunlardır:
1. Yüksek işlem hızı:
Yüksek basınçlı püskürtme yöntemiyle, işlem sıvısı atomize edilir ve iş parçasının yüzeyiyle hızla temas ederek hızlı kimyasal reaksiyonlara olanak tanır. Daldırma işlemlerine kıyasla, püskürtme ön işlemi işlem süresini önemli ölçüde kısaltır ve E kaplama hattının genel verimliliğini artırır.
2. Güçlü mekanik temizleme etkisi:
Püskürtme sırasında oluşan darbe kuvveti, etkili mekanik ovma sağlayarak yağ, toz, pas ve diğer kirleticilerin uzaklaştırılmasına yardımcı olur. İnatçı tortular bile verimli bir şekilde temizlenerek daha yüksek bir yüzey temizliği seviyesi ve elektroforez kaplama için daha iyi bir hazırlık sağlanır.
3. Sürekli çözelti yenileme:
Püskürtme sistemi sürekli olarak taze işlem sıvısını dolaştırarak iş parçasının yüzeyinin her zaman aktif kimyasallarla temas etmesini sağlar. Bu, çözeltinin yerel olarak tükenmesinden veya kirlenmesinden kaynaklanan kalite sorunlarını önler ve istikrarlı, tutarlı ön işlem sonuçlarının korunmasına yardımcı olur.
4. Kompakt ekipman yerleşimi:
Büyük daldırma tankları gerektiren daldırma tankı sistemlerinin aksine, püskürtme ön işlem ekipmanları daha kompakt bir yapıya sahiptir. Bu, zemin alanı gereksinimlerini azaltır, atölye inşaat maliyetlerini düşürür ve alan kullanımını iyileştirir; bu da modern otomatik E kaplama hatları için önemli bir avantajdır.
5. Geniş uygulama alanı:
Düzgün şekilli ve nispeten düz iş parçaları için, püskürtme ön işlemi düzgün yüzey kaplaması ve kapsamlı bir işlem sağlar. Elektroforez kaplamadan önce, boya yapışmasını ve kaplama dayanıklılığını artıran ideal bir yüzey koşulu oluşturur.
6. Kolay kontrol ve ayarlama:
Püskürtme basıncı, işlem süresi ve kimyasal konsantrasyonu ayarlanarak, süreç farklı iş parçalarının ve çeşitli üretim ihtiyaçlarının gereksinimlerini karşılayacak şekilde esnek bir şekilde optimize edilebilir.
Pratik uygulamalarda, uygun ön işlem yöntemi, iş parçasının özelliklerine ve üretim gereksinimlerine göre seçilmelidir. Komple E kaplama hattı çözümlerinin profesyonel bir tedarikçisi olan ShengTai Boyama Ekipmanları, elektroforez kaplama süreçleriyle sorunsuz bir şekilde entegre olan gelişmiş püskürtme ön işlem sistemleri sunarak üreticilerin daha yüksek verimlilik, istikrarlı kalite ve uzun vadeli üretim güvenilirliği elde etmelerine yardımcı olur.
| HAYIR | İşlem Bölümü | İşlem Adı | Yöntem | Süre (dk) | Sıcaklık | Ortam/Ekipman/Açıklamalar |
| 1 | Yükleme ve Boşaltma | Yükleniyor | Manuel | — | RT | Manuel çalıştırma |
| 2 | Ön işlem | Sıcak Suyla Yıkama | Sprey | 1 | 50-60° | Doğalgazlı ısıtma |
| 3 | Ön işlem | Ön Yağ Giderme | Sprey | 1 | 45-55° | Doğalgazlı ısıtma |
| 4 | Ön işlem | Ana Yağ Giderme | Sprey | 2 | 45-55° | Doğalgazlı ısıtma |
| 5 | Ön işlem | Su ile durulama 1 | Sprey | 0.8 | RT | Musluk suyu |
| 6 | Ön işlem | 2 kaşık suyla durulayın. | Sprey | 0.8 | RT | Musluk suyu |
| 7 | Ön işlem | Seramik Dönüştürme Kaplaması | Sprey | 2 | RT | — |
| 8 | Ön işlem | 3 kaşık suyla durulayın. | Sprey | 0.8 | RT | Musluk suyu |
| 9 | Ön işlem | Saf Suyla Durulama 1 | Sprey | 0.8 | RT | Saf su sistemi |
| 10 | E-Kaplama Sistemi | Katodik Elektrokaplama | Daldırma | 3 | 25-35° | Soğutma ve ısıtma ünitesi |
| 11 | E-Kaplama Sistemi | UF0 Sprey Durulama | Sprey | 0.1 | RT | E-kaplama tankına geri dön |
| 12 | E-Kaplama Sistemi | UF1 Sprey Durulama | Sprey | 0.8 | RT | E-kaplama tankına taşma |
| 13 | E-Kaplama Sistemi | UF2 Sprey Durulama | Sprey | 0.8 | RT | UF1‘e taşan kısım, yeni UF eklendi. |
| 14 | Tedavi Sonrası | Saf Suyla Durulama 2 | Sprey | 0.8 | RT | — |
| 15 | Tedavi Sonrası | Damlayan | — | 5.0 | RT | — |
| 16 | Kurutma ve Soğutma | E-Coat Boya Kurutma Fırını | Sıcak hava sirkülasyonu | 25.0 | 170°-190° | Doğrudan doğal gaz yakma |
| 17 | Kurutma ve Soğutma | Soğutma | — | 25.0 | RT | — |
| 18 | Yükleme ve Boşaltma | Boşaltma | Manuel | — | RT | Manuel çalıştırma |
İlgili Ürün
ST-EC-SP




