English
English Español
Español Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSistema de pretratamiento de recubrimiento líquido
ST-LC-PT







Precio: USD1000~20000
Obtener cotización PDF
El proceso es integral y crítico: la etapa de pretratamiento tiene como objetivo eliminar completamente varios contaminantes (como aceite, óxido y polvo) de la superficie de la pieza de trabajo.
Soluciones técnicas diversas y automatizadas: Ofrecemos una variedad de métodos de pretratamiento, desde el pretratamiento manual hasta el pretratamiento automatizado (incluida la pulverización automa
Damos gran importancia a la seguridad y la protección del medio ambiente: hemos establecido regulaciones estrictas para la adquisición, almacenamiento, uso y respuesta de emergencia de los ácidos y ál
Se pone énfasis en la integración de procesos y el tratamiento de secado: se destaca el proceso de prevención de oxidación por fosfatación/pasivación después del pretratamiento y varias soluciones de
Equipo de pintura ShengTai: La etapa de pretratamiento de la línea de pintura consiste en la limpieza completa de la superficie de la pieza de trabajo para eliminar contaminantes como oxidación, herrumbre, aceite, polvo y otras impurezas. Esto garantiza que el recubrimiento en polvo o la pintura se adhieran firmemente a la superficie metálica, mejorando así la calidad de la pieza y prolongando su vida útil.
Soluciones de recubrimiento para la industria
Sistema de pretratamiento de recubrimiento líquido

Equipo de pintura ShengTai: La etapa de pretratamiento de la línea de pintura consiste en la limpieza completa de la superficie de la pieza de trabajo para eliminar contaminantes como oxidación, herrumbre, aceite, polvo y otras impurezas. Esto garantiza que el recubrimiento en polvo o la pintura se adhieran firmemente a la superficie metálica, mejorando así la calidad de la pieza y prolongando su vida útil.
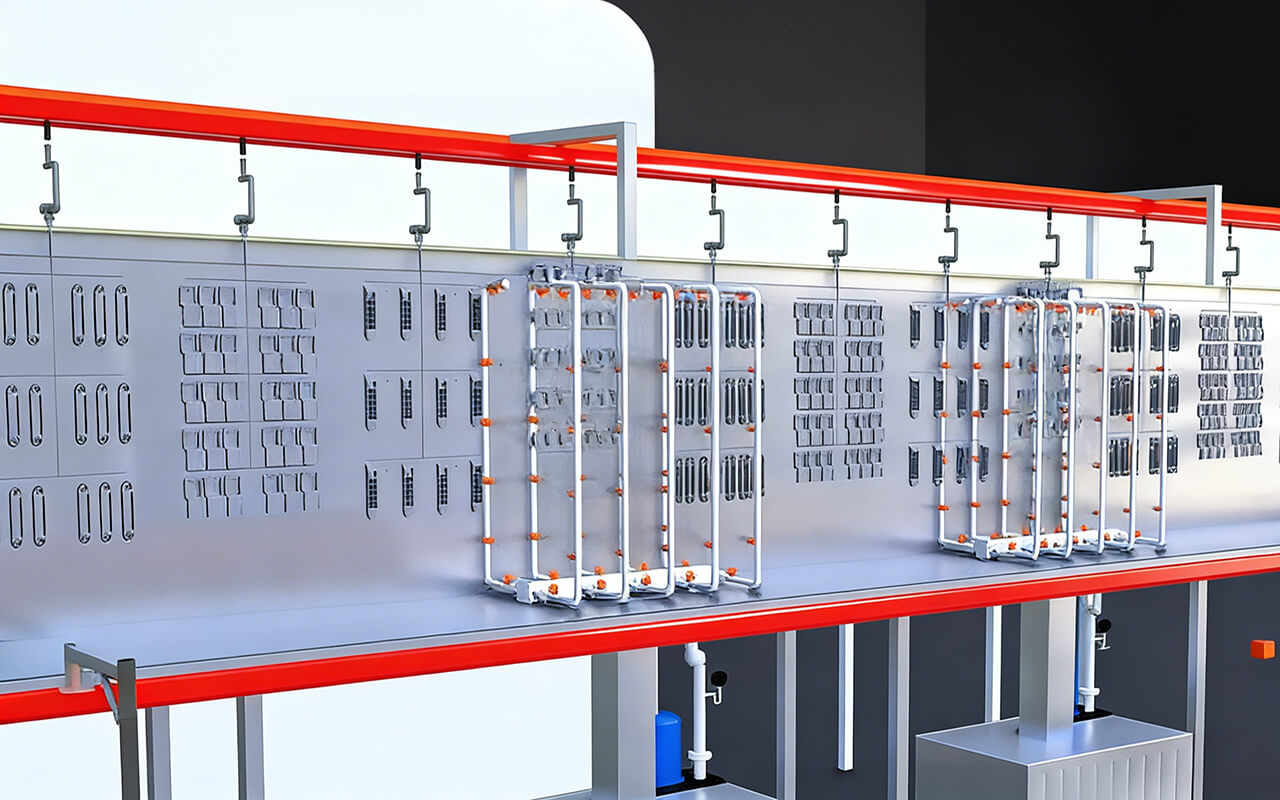
Como paso esencial en el proceso de pretratamiento de la línea de pintura, este consiste en la eliminación exhaustiva de diversos contaminantes (como lubricantes, emulsionantes, grasa, manchas de sudor, etc.) y polvo de la superficie de la pieza, garantizando una superficie limpia y preparada para el recubrimiento. Este proceso no solo garantiza una adhesión superior del recubrimiento, sino que también es fundamental para nuestros avanzados equipos de recubrimiento líquido y anticorrosión, asegurando una protección y durabilidad duraderas para sus productos.
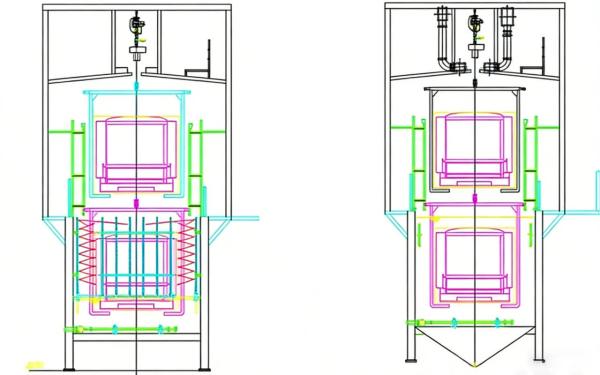
(1) Producción de la etapa de pretratamiento en la línea de recubrimiento
El pretratamiento implica procesos manuales sencillos o automatizados. Estos últimos se dividen en pulverización automática y pulverización por inmersión automática. Antes del recubrimiento en polvo, las piezas deben someterse a un tratamiento superficial para eliminar el aceite y el óxido. En esta etapa se utilizan diversas soluciones químicas, principalmente desoxidantes, desengrasantes, acondicionadores de superficies y fosfatantes.
En la etapa de pretratamiento o en el taller de una línea de recubrimiento, es crucial establecer los protocolos necesarios para la adquisición, el transporte, el almacenamiento y el uso de ácidos y álcalis fuertes. Los trabajadores deben contar con el equipo de protección esencial, así como con contenedores, herramientas de manipulación y equipos de mezcla seguros y fiables. También deben desarrollarse medidas de respuesta ante emergencias y métodos de rescate ante posibles accidentes. Además, dado que la etapa de pretratamiento genera cierta cantidad de gases residuales, líquidos residuales y otros contaminantes, las medidas de protección ambiental son esenciales. Esto incluye la instalación de sistemas de extracción, sistemas de drenaje y equipos de tratamiento de residuos.
La calidad de las piezas pretratadas puede variar debido a las diferencias en las soluciones de pretratamiento y a los procesos específicos de los equipos de recubrimiento líquido. Para piezas bien tratadas, donde se elimina completamente la grasa y el óxido superficiales, generalmente se aplica un tratamiento de fosfatación o pasivación en pasos posteriores, poco después del pretratamiento, para evitar una rápida reaparición de la oxidación. Antes del recubrimiento en polvo, las piezas fosfatadas deben secarse para eliminar la humedad superficial. Para la producción de lotes pequeños o de piezas individuales, se suele utilizar el secado al aire natural, al sol o con soplador. Para la producción en cadena de montaje a gran escala, se suele emplear el horneado a baja temperatura mediante hornos o túneles de secado.
ShengTai Painting Equipment se especializa en proporcionar equipos de recubrimiento líquido avanzados y soluciones integrales de equipos anticorrosión, garantizando procesos de pretratamiento eficientes, seguros y que cumplan con el medio ambiente para su línea de recubrimiento.
| Pasos del proceso | propósito principal | Método de operación y parámetros clave | Referencia del tamaño del equipo |
| 1. Enjuague con agua a alta presión | Inicialmente, elimine impurezas como aceite, limaduras de hierro y escoria de soldadura de la superficie de la pieza de trabajo. | Se utilizan pistolas o dispositivos de pulverización de alta presión, con una presión de agua que normalmente oscila entre 0,15 y 0,3 MPa. | El diámetro de la boquilla de la pistola pulverizadora suele ser de 1,5 a 3 mm; el espaciado de los tubos de pulverización se ajusta según el tamaño de la pieza de trabajo y, por lo general, es de 0,5 a 1 m. |
| 2. Predesengrasado | Retire la mayor parte del aceite y la grasa para preparar el desengrasado posterior. | Pulverización parcial e inmersión o pulverización total, temperatura 50–60℃, tiempo 1–3 minutos. | La longitud del tanque de predesgrasado se determina de acuerdo con la longitud de la pieza de trabajo, generalmente de 3 a 5 m, el ancho es de 1 a 2 m y la profundidad es de 0,5 a 1 m. |
| 3. Desgrasado | Para eliminar completamente la grasa se suelen utilizar agentes desengrasantes alcalinos. | Sumergir o pulverizar a una temperatura de 55–65°C durante 3–5 minutos. | El tanque de desengrasado es similar en tamaño al tanque de predesengrasado, con una longitud de 3 a 6 m, un ancho de 1 a 2 m y una profundidad de 0,5 a 1 m. |
| 4. Lavar con agua (1 o 2 veces) | Enjuague cualquier líquido residual después de desengrasar para evitar la contaminación de los procesos posteriores. | Utilice agua sobrante para lavar o rociar, a temperatura ambiente, durante 0,5 a 2 minutos. | El tanque de lavado tiene una longitud de 2 a 4 m, un ancho de 1 a 1,5 m y una profundidad de 0,5 a 1 m; la altura de salida del desbordamiento es generalmente entre 1/3 y 1/2 de la altura del tanque. |
| 5. Ajuste de la mesa | Ajustar la microestructura de la superficie de la pieza de trabajo para promover la formación uniforme de la película de fosfatación. | Dejar en remojo durante 0,5–2 minutos a un pH entre 7,5 y 10,0. | La ranura de calibración tiene una longitud de 2 a 3 m, un ancho de 1 a 1,5 m y una profundidad de 0,5 a 1 m. |
| 6. Fosfatación | Se forma una película de conversión de fosfato en la superficie de la pieza de trabajo, lo que mejora la adhesión del recubrimiento y la resistencia a la corrosión. | Sumergir o pulverizar a una temperatura de 35–55 °C durante 3–10 minutos. | El tanque de fosfatación tiene una longitud de 3 a 5 m, una anchura de 1 a 2 m y una profundidad de 0,5 a 1 m; la distancia entre las boquillas durante la fosfatación por aspersión es de 0,5 a 1 m. |
| 7. Lavar con agua después de fosfatar. | Eliminar la solución de fosfatación residual para evitar la corrosión. | Utilice agua sobrante para lavar o rociar, a temperatura ambiente, durante 0,5 a 2 minutos. | Similar al tanque de lavado anterior, tiene una longitud de 2 a 4 m, un ancho de 1 a 1,5 m y una profundidad de 0,5 a 1 m. |
| 8. Secado | Retire la humedad de la superficie de la pieza de trabajo para prepararla para pintar. | Secar al horno o al aire. La temperatura de horneado suele ser de 60 a 80 °C y el tiempo de secado es de 10 a 30 minutos. | La longitud de la cámara de secado se determina de acuerdo con la longitud de la pieza de trabajo, generalmente de 5 a 10 m, el ancho es de 2 a 3 m y la altura es de 2 a 3 m. |