English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSoluciones innovadoras de pretratamiento para la industria automotriz
ST-LCP2000







Precio: USD10000~30000
Obtener cotización PDF
Eficiencia de recursos: La filtración continua de líquidos de proceso reduce significativamente el consumo de productos químicos y agua dulce.
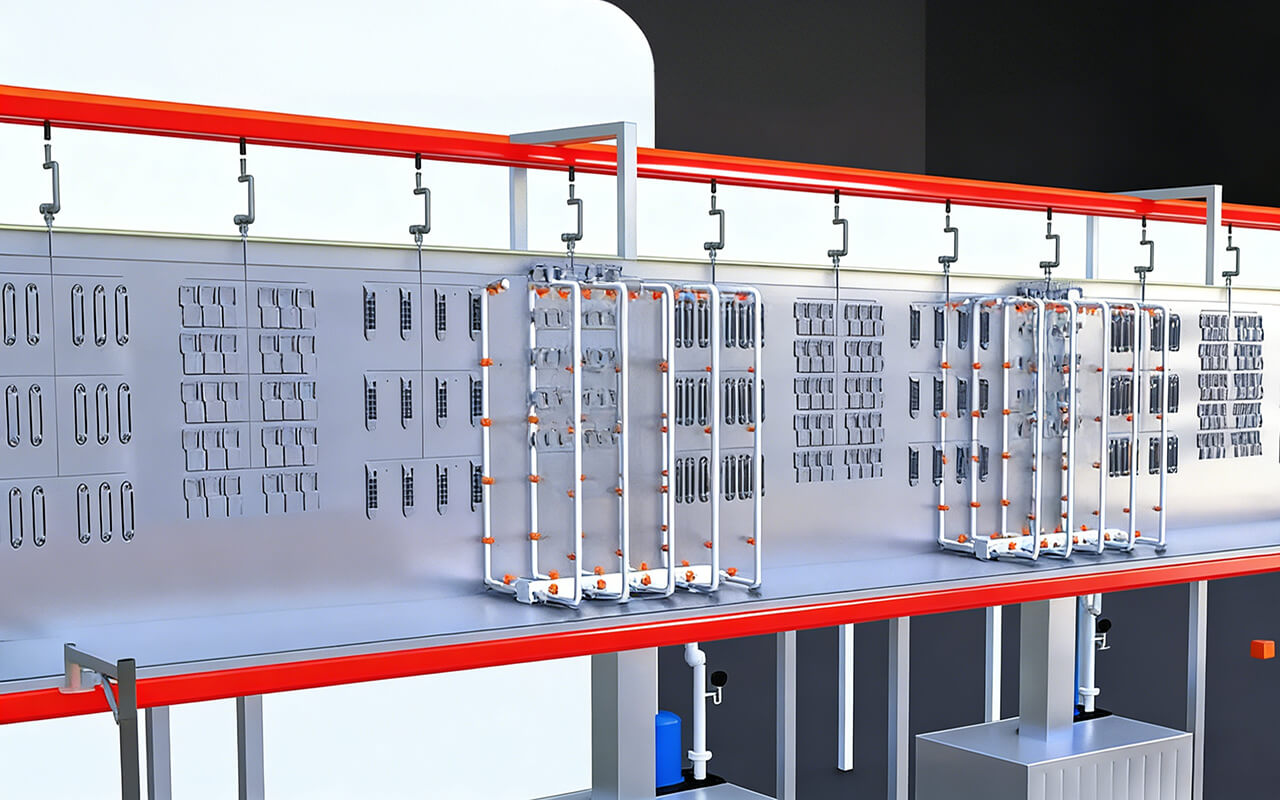
Tecnología probada: Algunos ejemplos de nuestras soluciones efectivas incluyen el eficiente proceso de inmersión rotacional ShengTai® y nuestro sistema de control de ánodo optimizado.
Diseño de sistemas: Priorizamos diseños altamente flexibles, compactos y con bajos costos operativos desde la fase de planificación inicial.
Optimización de procesos: empleamos estrategias de procesos cruzados para lograr nuevas mejoras en la eficiencia energética y la calidad del recubrimiento final.
La secuencia inicial de pintura automotriz consta de dos etapas fundamentales que preparan y protegen la carrocería:
1. Etapa 1: Pretratamiento
◦ Este es el primer paso, donde la carrocería se limpia a fondo, se desengrasa y, generalmente, se aplica una capa de fosfato para obtener una superficie ideal para las capas de pintura posteriores.
2. Etapa 2: Electrorrecubrimiento (E-Coat)
◦ En este paso, se aplica una imprimación anticorrosiva sumergiendo toda la carrocería en un baño conductor. Este método de inmersión garantiza una cobertura completa, incluyendo todas las cavidades y secciones internas.
Estos procesos se basan en tecnologías avanzadas y adaptables, diseñadas para lograr eficiencia y rendimiento desde el principio.
Soluciones de recubrimiento para la industria
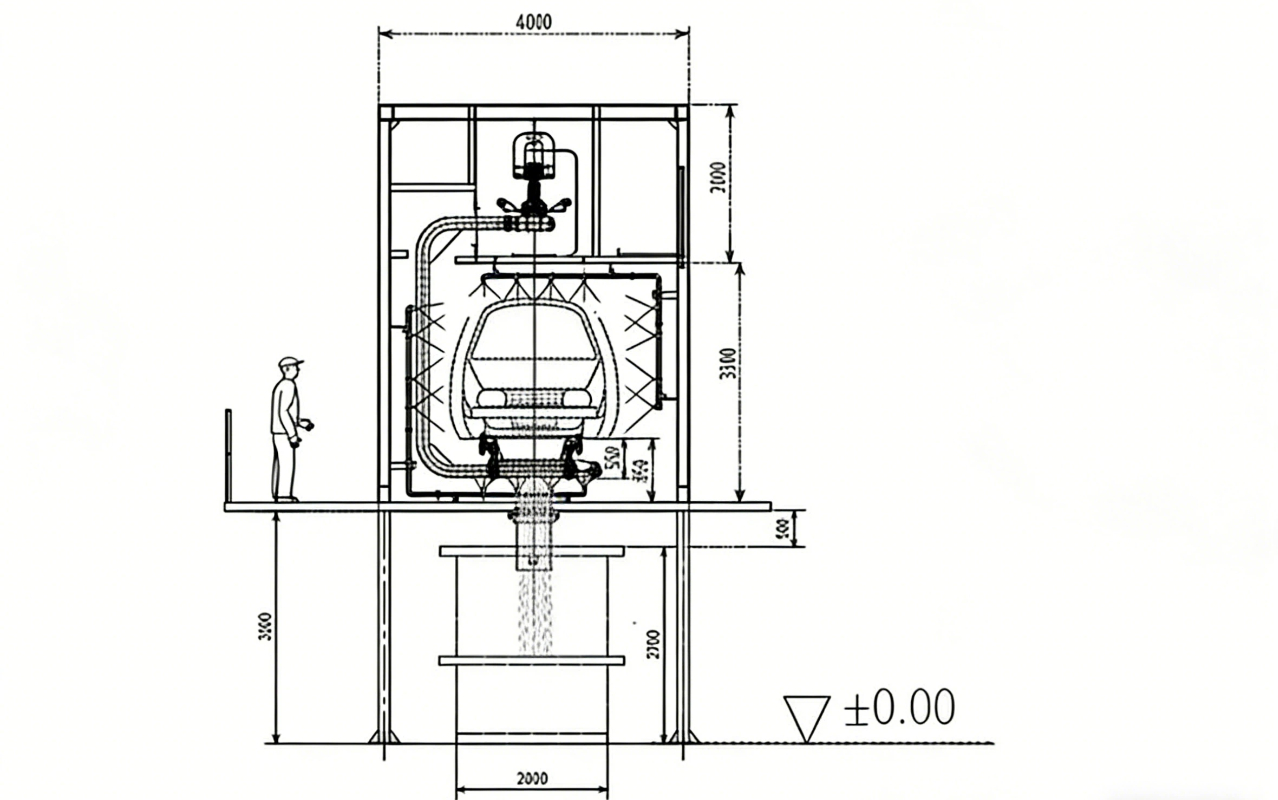
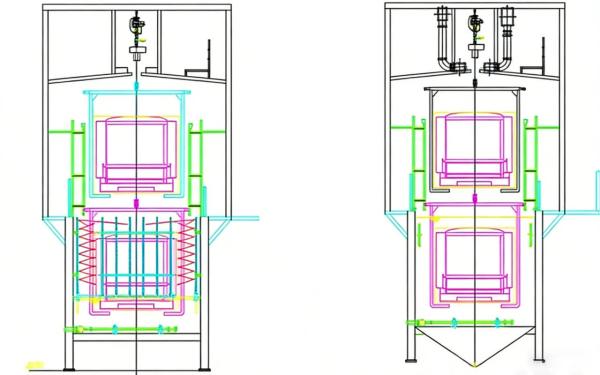
Diagrama de sección transversal de pulverización de pretratamiento
El pretratamiento es la base del proceso de pintado y tiene un impacto significativo en la calidad final del recubrimiento. Los pasos principales incluyen el desengrasado, el decapado, la fosfatación y la pasivación.
El desengrasado es el paso más importante. Si no se elimina completamente el aceite y la grasa de la superficie de la pieza, todos los pasos posteriores serán ineficaces.
El decapado se utiliza principalmente para eliminar la cascarilla de las placas de acero laminadas en caliente. En la pintura automotriz, se aplica principalmente a chasis y llantas. Sin embargo, el decapado puede causar una contaminación grave en el entorno del taller y debe evitarse siempre que sea posible; el granallado puede utilizarse como alternativa. Nunca debe utilizarse en carrocerías de automóviles.
• La fosfatación es un paso fundamental, ya que mejora tanto la adhesión de la superficie de la pieza de trabajo como la resistencia a la corrosión del recubrimiento electroforético.
La pasivación ayuda a estabilizar la calidad de la película de fosfato. Sin embargo, debido a la grave contaminación del agua causada por los iones de cromo y a la complejidad del tratamiento, rara vez se utiliza.
• El granallado también es un método de pretratamiento, generalmente adecuado para eliminar incrustaciones y óxido de placas, secciones y piezas fundidas de acero más gruesas.
| Parámetros del proceso de pretratamiento de carrocerías de automóviles | ||||||
| Paso | Nombre del proceso | Función | Tiempo(s) | Observaciones | Temperatura (°C) | Método |
| 1 | Lavado por inundación | Eliminar contaminantes, calentar el cuerpo. | 60 | Se puede omitir si el cuerpo está limpio. | - | Pulverización |
| 2 | Pre-desengrasado | Retire el aceite de los paneles exteriores, caliente la carrocería. | 60–120 | La solución desengrasante se puede suministrar desde el agua del primer enjuague. | 50–55 | Pulverización |
| 3 | Desengrasante | Quitar aceite y grasa | 120–180 | Utilice un limpiador que contenga silicato de sodio, fosfato, surfactante, etc., para eliminar la grasa de todo el cuerpo. | 55–65 | Inmersión |
| 4 | Enjuague No.1 | Retirar el desengrasante, enfriar la carrocería. | 30–60 | Agua del grifo; se repone desde el enjuague n.° 2 mediante desbordamiento o preenjuague | Temperatura ambiente. (preferiblemente baja) | Pulverización |
| 5 | Enjuague No.2 | Retirar el desengrasante, enfriar la carrocería. | Sumérgete y sal | Reponer continuamente con agua del grifo (salida del chorro); mantener la temperatura corporal por debajo de 40 °C. | Temperatura ambiente. (preferiblemente baja) | Inmersión |
| 6 | Acondicionamiento de superficies | Activación alcalina, forma sitios de nucleación. | 60 | Utilice acondicionador que contenga titanato, fosfato, etc., para alcalinizar ligeramente la superficie del acero. | Temperatura ambiente. | Inmersión |
| 7 | Fosfatación | Recubrimiento de fosfato de forma | 180 | Utilice una solución ternaria de fosfato de zinc con aceleradores para formar una capa de fosfato cristalino mediante una reacción química. | 45–50 | Inmersión |
| 8 | Enjuague No.3 | Eliminar la solución de fosfato | 30–60 | Agua del grifo; se repone desde el enjuague n.° 2 mediante desbordamiento o preenjuague; elimina especialmente los lodos de fosfato | Temperatura ambiente. | Pulverización |
| 9 | Enjuague No.4 | Eliminar la solución de fosfato | Sumérgete y sal | Agua del grifo, o repuesta desde el Paso 11 (enjuague DI) a través del desbordamiento o preenjuague | Temperatura ambiente. | Inmersión |
| 10 | Enjuague DI | Eliminar impurezas iónicas | Sumérgete y sal | Reponer con agua desionizada | Temperatura ambiente. | Inmersión |
| 11 | Enjuague DI fresco | Enjuague final | 10–20 | Conductividad del agua de goteo ≤ 30 µS/cm | Temperatura ambiente. | Pulverización |