 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtYenilikçi Otomotiv ön işlem çözümleri
ST-LCP2000







Fiyat: USD10000~30000
Teklif Al PDF
Kaynak Verimliliği: Proses sıvılarının sürekli filtrelenmesi, hem kimyasal madde hem de tatlı su tüketimini önemli ölçüde azaltır.
Kanıtlanmış Teknoloji: Etkin çözümlerimize örnek olarak, verimli ShengTai® döner daldırma işlemi ve optimize edilmiş anot kontrol sistemimiz verilebilir.
Sistem Tasarımı: İlk planlama aşamasından itibaren, düşük işletme maliyetleriyle son derece esnek ve kompakt yerleşimlere öncelik veriyoruz.
Proses Optimizasyonu: Enerji verimliliğinde ve nihai kaplama kalitesinde yeni iyileştirmelerin önünü açmak için prosesler arası stratejiler kullanıyoruz.
Otomotiv boyama işleminin ilk aşaması, araç gövdesini hazırlayan ve koruyan iki temel aşamadan oluşur:
1. Aşama 1: Ön işlem
◦ Bu, gövde kabuğunun iyice temizlendiği, yağdan arındırıldığı ve genellikle sonraki tüm boya katmanları için ideal bir yüzey oluşturmak üzere fosfat kaplama uygulandığı ilk adımdır.
2. Aşama 2: Elektro kaplama (E-Coat)
◦ Burada, tüm gövde iletken bir banyoya daldırılarak korozyon önleyici bir astar uygulanır. Bu daldırma yöntemi, tüm iç boşluklar ve bölümler dahil olmak üzere tam kaplama sağlar.
Bu işlemler, baştan sona verimlilik ve performans için tasarlanmış gelişmiş, uyarlanabilir teknolojiler üzerine kuruludur.
Endüstri için kaplama çözümleri
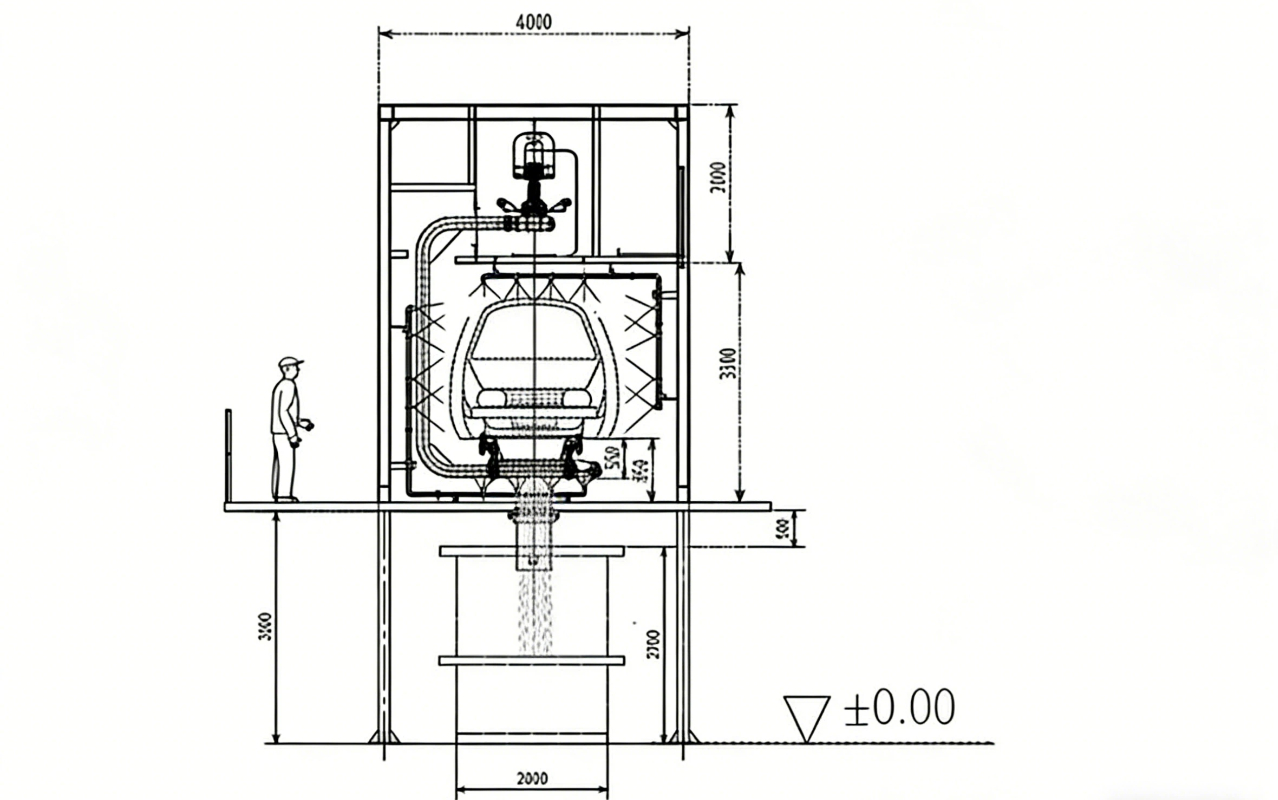
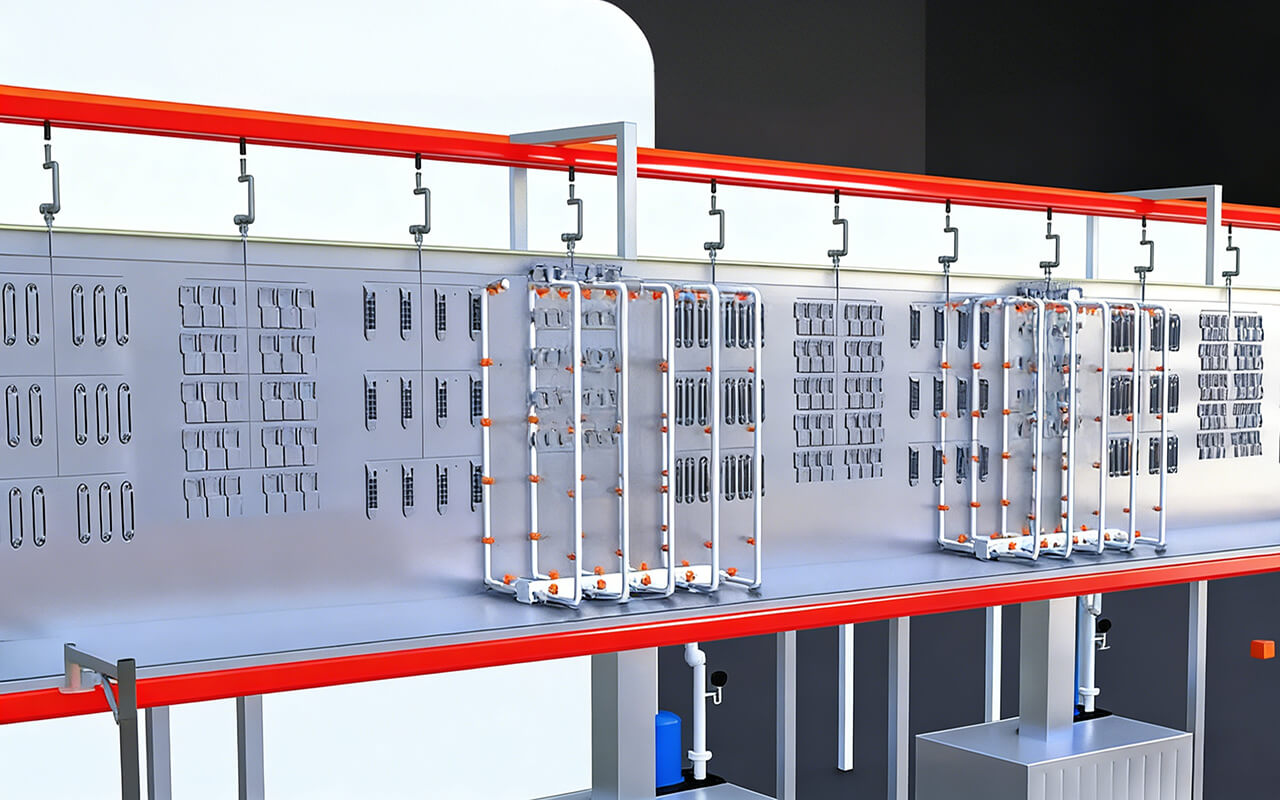
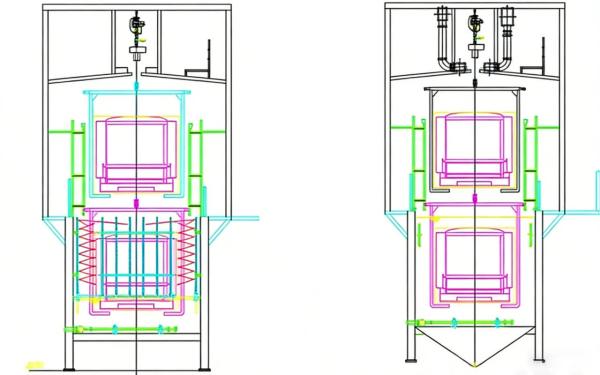
Ön işlem püskürtme kesit diyagramı
Ön işlem, boyama sürecinin temelidir ve kaplamanın nihai kalitesi üzerinde önemli bir etkiye sahiptir. Başlıca adımlar arasında yağ giderme, asitle temizleme, fosfatlama ve pasivasyon yer alır.
• Yağ giderme en temel adımdır. İş parçasının yüzeyinden yağ ve gres tamamen temizlenmezse, sonraki tüm adımlar etkisiz kalacaktır.
• Asitleme işlemi esas olarak sıcak haddelenmiş çelik levhalardan kireci temizlemek için kullanılır. Otomotiv boyamasında öncelikle şasi ve jantlara uygulanır. Ancak asitleme, atölye ortamında ciddi kirliliğe neden olabilir ve mümkün olduğunca kaçınılmalıdır; alternatif olarak kumlama kullanılabilir. Araç gövdelerinde asla kullanılmamalıdır.
• Fosfatlama, hem iş parçası yüzeyinin yapışmasını hem de elektroforetik kaplamanın korozyon direncini iyileştirdiği için kritik bir adımdır.
• Pasivasyon, fosfat filminin kalitesinin stabilize edilmesine yardımcı olur. Bununla birlikte, krom iyonlarının neden olduğu ciddi su kirliliği ve arıtma işleminin karmaşıklığı nedeniyle nadiren kullanılır.
• Kumlama, genellikle daha kalın çelik levhalardan, profillerden ve dökümlerden kireç ve pası gidermek için uygun bir ön işlem yöntemidir.
| Otomobil Gövdesi İçin Ön İşlem Prosesi Parametreleri | ||||||
| Adım | İşlem Adı | İşlev | Zaman(lar) | Notlar | Sıcaklık (°C) | Yöntem |
| 1 | Sel Yıkama | Kirleticileri uzaklaştırın, vücudu ısıtın | 60 | Vücut temizse atlanabilir. | - | Sprey |
| 2 | Ön yağ giderme | Dış panellerdeki yağı temizleyin, gövdeyi ısıtın. | 60–120 | Yağ çözücü solüsyon, ilk durulama suyundan temin edilebilir. | 50–55 | Sprey |
| 3 | Yağ giderme | Yağ ve gresi temizleyin. | 120–180 | Vücudun tamamındaki yağı temizlemek için sodyum silikat, fosfat, yüzey aktif madde vb. içeren temizleyiciler kullanın. | 55–65 | Daldırma |
| 4 | Durulama No.1 | Yağ çözücüyü çıkarın, vücudu soğutun. | 30–60 | Musluk suyu; 2 numaralı durulama noktasından taşma veya ön durulama yoluyla yenilenir. | Oda sıcaklığı (tercihen düşük) | Sprey |
| 5 | Durulama No.2 | Yağ çözücüyü çıkarın, vücudu soğutun. | Daldır ve çık | Musluktan sürekli su takviyesi yapın (su püskürtme ağzından); vücut sıcaklığını 40°C‘nin altında tutun. | Oda sıcaklığı (tercihen düşük) | Daldırma |
| 6 | Yüzey İşlemi | Alkalin aktivasyonu, çekirdeklenme bölgelerinin oluşumu | 60 | Çelik yüzeyini hafifçe alkali hale getirmek için titanyum dioksit, fosfat vb. içeren bir bakım ürünü kullanın. | Oda sıcaklığı. | Daldırma |
| 7 | Fosfatlama | Fosfat kaplama formu | 180 | Üçlü çinko fosfat çözeltisini hızlandırıcılarla birlikte kullanarak kimyasal reaksiyon yoluyla kristal fosfat tabakası oluşturun. | 45–50 | Daldırma |
| 8 | Durulama No.3 | Fosfat çözeltisini uzaklaştırın. | 30–60 | Musluk suyu; 2 numaralı durulama noktasından taşma veya ön durulama yoluyla yenilenir; fosfat tortusu özel olarak giderilir. | Oda sıcaklığı. | Sprey |
| 9 | Durulama No.4 | Fosfat çözeltisini uzaklaştırın. | Daldır ve çık | Musluk suyu veya 11. Adımdan (saf su durulama) taşma veya ön durulama yoluyla yenilenen su. | Oda sıcaklığı. | Daldırma |
| 10 | DI Durulama | İyonik safsızlıkları giderin | Daldır ve çık | Deiyonize su ile doldurun. | Oda sıcaklığı. | Daldırma |
| 11 | Taze DI Durulama | Son durulama | 10–20 | Damlayan suyun iletkenliği ≤ 30 µS/cm | Oda sıcaklığı. | Sprey |
Ön işlem çözümleri Fosfat ön işlemi Toz boya ön işlem sistemi Ön işlem makineleri Toz boya ön işlemi
İlgili Ürün
ST-LCP2000
Yenilikçi Otomotiv ön işlem çözümleri

ST-LC-PT




