 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSıvı Kaplama ön işlem sistemi
ST-LC-PT







Fiyat: USD1000~20000
Teklif Al PDF
Bu süreç kapsamlı ve kritiktir: Ön işlem aşaması, iş parçasının yüzeyinden çeşitli kirleticileri (yağ, pas ve toz gibi) tamamen uzaklaştırmayı amaçlar.
Çeşitli ve otomatik teknik çözümler: Manuelden otomatik ön işleme (otomatik püskürtme ve otomatik daldırma kaplama dahil) kadar çeşitli ön işlem yöntemleri sunuyoruz.
Güvenlik ve çevre korumasına büyük önem veriyoruz: Kullanılan güçlü asitler ve alkalilerin temini, depolanması, kullanımı ve acil durum müdahalesi için katı düzenlemeler belirledik.
Süreç entegrasyonuna ve kurutma işlemine önem verilmektedir: Ön işlemden sonra uygulanan fosfatlama/pasivasyon pas önleme işlemi ve çeşitli kurutma çözümleri üzerinde durulmaktadır.
ShengTai Boyama Ekipmanları: Boyama hattının ön işlem aşaması, iş parçasının yüzeyinin oksidasyon, pas, yağ, toz ve diğer kirlilikler gibi maddelerden tamamen temizlenmesini ifade eder. Bu, toz boyanın veya boyanın metal yüzeye sıkıca yapışmasını ve bağlanmasını sağlayarak iş parçasının kalitesini artırır ve kullanım ömrünü uzatır.
Endüstri için kaplama çözümleri
Sıvı Kaplama ön işlem sistemi

ShengTai Boyama Ekipmanları: Boyama hattının ön işlem aşaması, iş parçasının yüzeyinin oksidasyon, pas, yağ, toz ve diğer kirlilikler gibi maddelerden tamamen temizlenmesini ifade eder. Bu, toz boyanın veya boyanın metal yüzeye sıkıca yapışmasını ve bağlanmasını sağlayarak iş parçasının kalitesini artırır ve kullanım ömrünü uzatır.
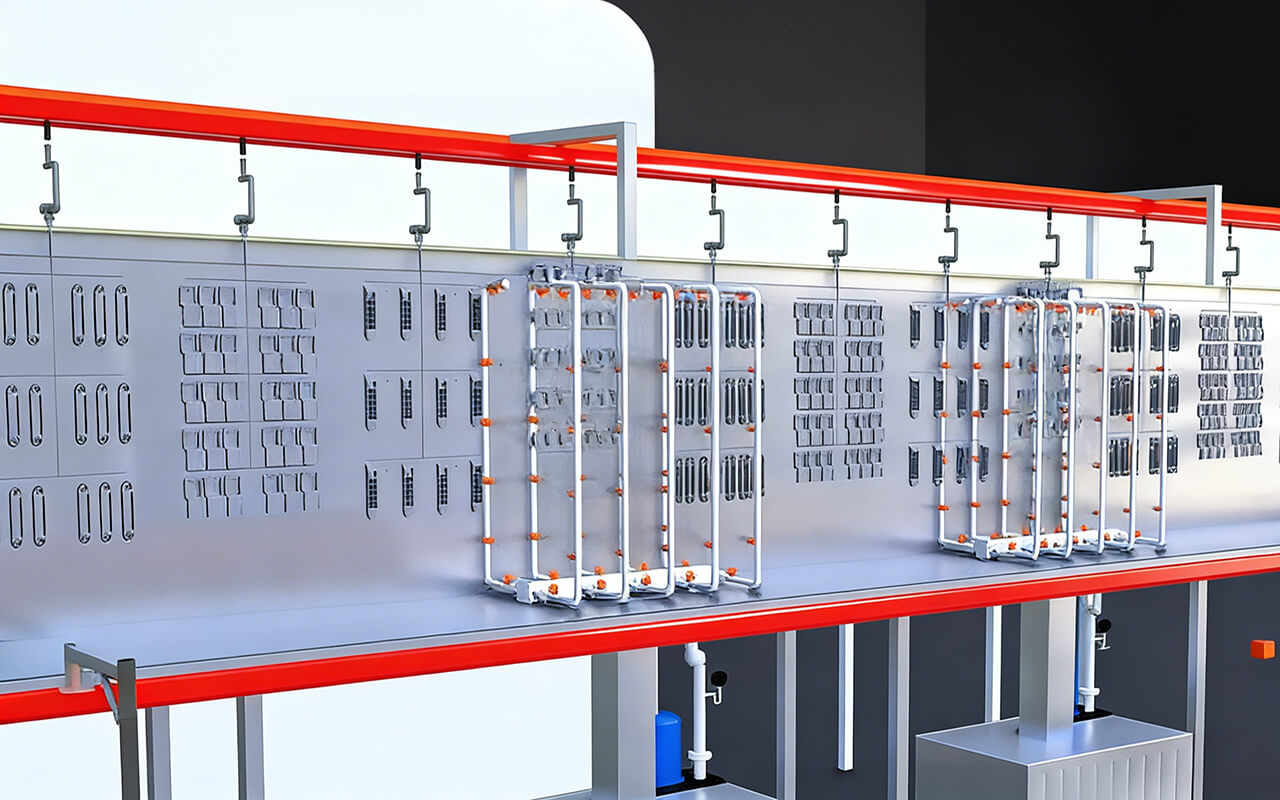
Boyama hattının ön işlem sürecinin önemli bir adımı olan bu aşama, iş parçası yüzeyinden çeşitli kirleticilerin (yağlayıcılar, emülgatörler, gres, ter lekeleri vb.) ve tozun tamamen uzaklaştırılmasını içerir ve kaplama için temiz ve hazırlanmış bir yüzey sağlar. Bu işlem, üstün kaplama yapışmasını garanti etmekle kalmaz, aynı zamanda gelişmiş sıvı kaplama ekipmanımızın ve korozyon önleyici ekipmanımızın kritik bir parçası olarak da hizmet eder ve ürünleriniz için uzun süreli koruma ve dayanıklılık sağlar.
(1) Kaplama Hattında Ön İşlem Aşamasının Üretimi
Ön işlem, manuel basit işlemler veya otomatik ön işlem işlemlerini içerebilir. İkincisi, otomatik püskürtme ve otomatik daldırma püskürtme işlemleri olarak further alt bölümlere ayrılır. Toz boyama işleminden önce, iş parçaları yağ ve pası gidermek için yüzey işlemine tabi tutulmalıdır. Bu aşamada, esas olarak pas sökücüler, yağ çözücüler, yüzey düzenleyiciler ve fosfatlama maddeleri olmak üzere çeşitli kimyasal çözeltiler kullanılır.
Kaplama hattının ön işlem aşamasında veya atölyesinde, güçlü asitlerin ve alkalilerin temini, taşınması, depolanması ve kullanımı için gerekli protokollerin oluşturulması çok önemlidir. İşçilere gerekli koruyucu ekipmanların yanı sıra güvenli ve güvenilir kaplar, taşıma aletleri ve karıştırma ekipmanları sağlanmalıdır. Olası kazalar için acil müdahale önlemleri ve kurtarma yöntemleri de geliştirilmelidir. Ayrıca, ön işlem aşaması belirli miktarda atık gaz, atık sıvı ve diğer kirleticiler ürettiğinden, çevre koruma önlemleri de şarttır. Bu, egzoz sistemleri, drenaj sistemleri ve atık arıtma ekipmanlarının kurulumunu içerir.
Ön işlemden geçirilmiş iş parçalarının kalitesi, ön işlem çözeltilerindeki ve kullanılan sıvı kaplama ekipmanlarının süreçlerindeki farklılıklar nedeniyle değişebilir. Yüzeydeki yağ ve pasın tamamen giderildiği iyi işlenmiş iş parçaları için, hızlı yeniden paslanmayı önlemek amacıyla ön işlemden kısa bir süre sonra genellikle fosfatlama veya pasivasyon işlemi uygulanır. Toz boya kaplamadan önce, fosfatlanmış iş parçaları yüzeydeki nemi gidermek için kurutulmalıdır. Küçük partiler halinde veya tek parça üretiminde, doğal hava kurutma, güneşte kurutma veya üflemeli kurutma yaygın olarak kullanılır. Büyük ölçekli montaj hattı üretiminde ise fırınlar veya kurutma tünelleri kullanılarak düşük sıcaklıkta fırınlama yöntemi tercih edilir.
ShengTai Boya Ekipmanları, gelişmiş sıvı kaplama ekipmanları ve kapsamlı korozyon önleyici ekipman çözümleri sağlama konusunda uzmanlaşmıştır ve kaplama hattınız için verimli, güvenli ve çevreye uyumlu ön işlem süreçleri garanti eder.
| İşlem adımları | ana amaç | Çalışma yöntemi ve temel parametreler | Ekipman boyut referansı |
| 1. Yüksek basınçlı suyla durulama | Öncelikle iş parçasının yüzeyinden yağ, demir talaşı ve kaynak cürufu gibi yab impurities maddeleri temizleyin. | Genellikle 0,15 ila 0,3 MPa arasında değişen su basıncına sahip yüksek basınçlı püskürtme tabancaları veya püskürtme cihazları kullanılır. | Püskürtme tabancasının meme çapı genellikle 1,5–3 mm‘dir; püskürtme borularının aralığı iş parçasının boyutuna göre ayarlanır ve genellikle 0,5–1 m‘dir. |
| 2. Ön yağ giderme | Sonraki yağ giderme işlemine hazırlık olarak, yağ ve gresin büyük bir kısmını temizleyin. | Kısmi püskürtme ve daldırma veya tam püskürtme, sıcaklık 50–60℃, süre 1–3 dakika. | Ön yağ alma tankının uzunluğu, iş parçasının uzunluğuna göre belirlenir, genellikle 3-5 m; genişliği 1-2 m; derinliği ise 0,5-1 m‘dir. |
| 3. Yağdan Arındırma | Yağın tamamen temizlenmesi için genellikle alkali yağ çözücüler kullanılır. | 55–65°C sıcaklıkta 3–5 dakika süreyle suya batırın veya püskürtün. | Yağ giderme tankı, ön yağ giderme tankıyla benzer boyutlardadır; uzunluğu 3-6 m, genişliği 1-2 m ve derinliği 0,5-1 m‘dir. |
| 4. Suyla yıkayın (1-2 kez) | Sonraki işlemlerin kirlenmesini önlemek için, yağ giderme işleminden sonra kalan sıvıyı iyice durulayın. | Taşan suyu oda sıcaklığında 0,5-2 dakika süreyle yıkama veya püskürtme için kullanın. | Yıkama tankı 2-4 metre uzunluğunda, 1-1,5 metre genişliğinde ve 0,5-1 metre derinliğindedir; taşma çıkış yüksekliği genellikle tank yüksekliğinin 1/3-1/2‘si kadardır. |
| 5. Tablo ayarlaması | İş parçasının yüzeyinin mikro yapısını, fosfatlama filminin düzgün bir şekilde oluşmasını sağlayacak şekilde ayarlayın. | pH 7,5–10,0 aralığında 0,5–2 dakika bekletin. | Ölçüm oluğu 2-3 metre uzunluğunda, 1-1,5 metre genişliğinde ve 0,5-1 metre derinliğindedir. |
| 6. Fosfatlama | İş parçası yüzeyinde fosfat dönüşüm filmi oluşur; bu film kaplama yapışmasını ve korozyon direncini artırır. | 35–55°C sıcaklıkta 3–10 dakika süreyle suya batırın veya püskürtün. | Fosfatlama tankı 3-5 m uzunluğunda, 1-2 m genişliğinde ve 0,5-1 m derinliğindedir; püskürtme fosfatlama sırasında nozullar arasındaki mesafe 0,5-1 m‘dir. |
| 7. Fosfatlama işleminden sonra suyla yıkayın. | Korozyonu önlemek için kalan fosfatlama çözeltisini temizleyin. | Taşan suyu oda sıcaklığında 0,5-2 dakika süreyle yıkama veya püskürtme için kullanın. | Önceki yıkama tankına benzer şekilde, bu tank da 2-4 metre uzunluğunda, 1-1,5 metre genişliğinde ve 0,5-1 metre derinliğindedir. |
| 8. Kurutma | Boyama işlemine hazırlık olarak, iş parçasının yüzeyindeki nemi giderin. | Fırında kurutun veya hava ile kurutun. Fırınlama sıcaklığı genellikle 60-80℃ ve süresi 10-30 dakikadır. | Kurutma odasının uzunluğu, iş parçasının uzunluğuna göre belirlenir, genellikle 5-10 m; genişliği 2-3 m, yüksekliği ise 2-3 m‘dir. |
İlgili Ürün

ST-LC-PT
Sıvı Kaplama ön işlem sistemi
ST-LCP2000




