 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtProgettazione di cabine di sabbiatura e verniciatura a spruzzo di tipo box
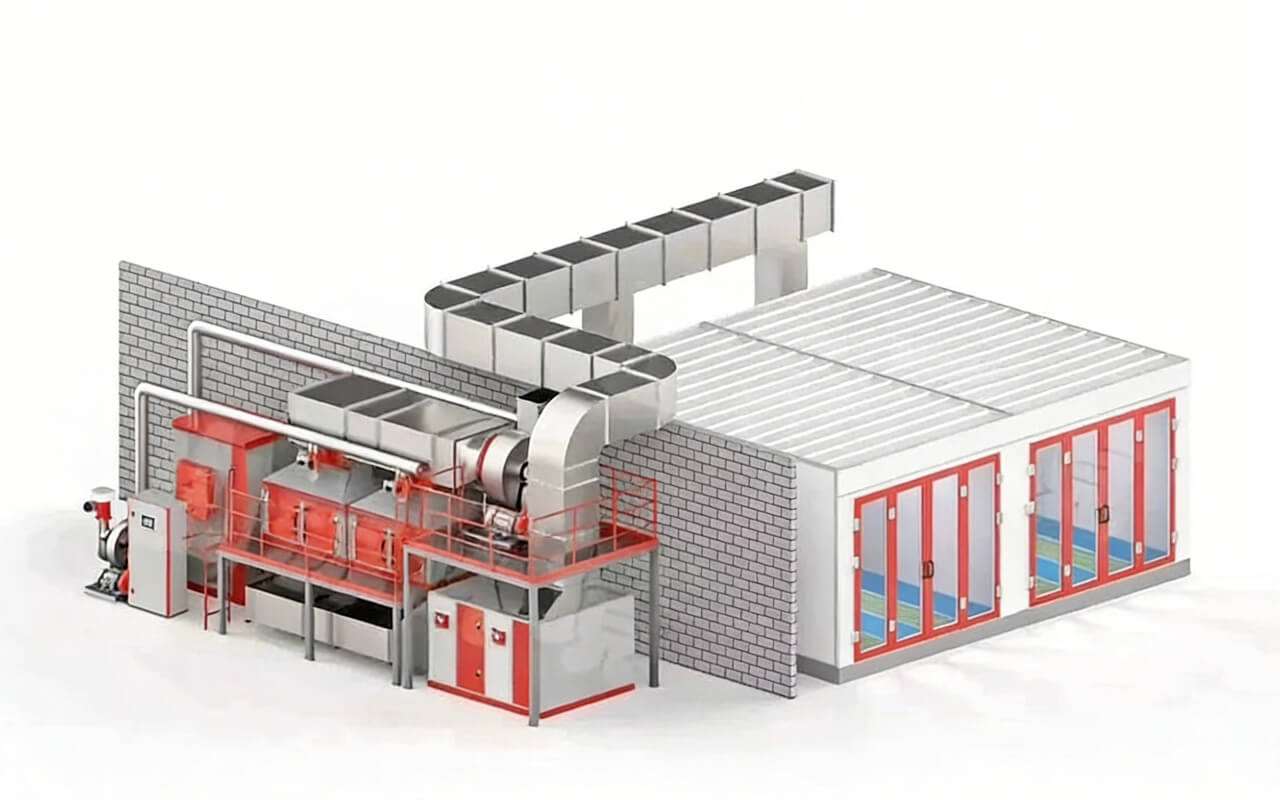
La progettazione della cabina di sabbiatura e della cabina di verniciatura deve riflettere il livello attuale di sviluppo della tecnologia di rivestimento, rispettando al contempo il principio di praticità. Gli obiettivi progettuali sono il minimo investimento, i minimi costi operativi, la minima probabilità di manutenzione e il metodo di funzionamento più semplice.
I. Principi di progettazione

-
Avanzamento (vantaggio tecnologico)
La progettazione del sistema e l‘abbinamento delle apparecchiature devono soddisfare i requisiti della produzione moderna, adottando tecnologie e design avanzati laddove il budget lo consenta. I progressi si riflettono principalmente nell‘elevata efficienza di rivestimento, nella praticità di controllo, nell‘elevata capacità di trattamento delle polveri e nelle basse emissioni di polvere. Il sistema di controllo elettrico implementa il controllo centralizzato tramite un quadro elettrico, un controllo separato delle apparecchiature, un display di stato operativo e un display di allarme di sicurezza.
-
Praticità (usabilità)
La progettazione della cabina di sabbiatura e della cabina di verniciatura deve innanzitutto tenere conto della facilità d‘uso. La praticità si riflette principalmente nell‘affidabilità di funzionamento, nel basso tasso di guasti, nella manutenzione semplice e pratica e nella rapida sostituzione dei componenti.
-
Protezione ambientale (sostenibilità)
Gli impianti di sabbiatura e verniciatura a spruzzo generano grandi quantità di polvere, nebbia di vernice e solventi. La progettazione deve impedire la fuoriuscita di questi inquinanti, soprattutto considerando la sigillatura delle porte principali. È necessario adottare misure per ridurre al minimo la concentrazione di polvere, nebbia di vernice e solventi all‘interno della cabina e ridurne le emissioni. L‘aria respirabile per gli addetti alla sabbiatura deve essere fornita da un‘aria dedicata e appositamente trattata. Inoltre, è necessario adottare misure complete per ridurre il rumore.
-
Sicurezza
A causa dell‘ambiente di lavoro ostile e dei pericoli intrinseci delle operazioni di rivestimento in spazi ristretti, la progettazione del sistema di rivestimento, la disposizione della struttura interna del locale, la manutenzione e la riparazione del meccanismo di trasporto, nonché la progettazione e la disposizione dell‘impianto elettrico devono essere tutti considerati dal punto di vista della sicurezza. La progettazione deve essere rigorosamente conforme alle seguenti norme nazionali:
-
GB7692 "Norme di sicurezza per le operazioni di rivestimento - Sicurezza industriale per il pretrattamento del rivestimento"
-
GB7693 "Norme di sicurezza per le operazioni di rivestimento - Ventilazione e purificazione per il processo di pretrattamento della verniciatura"
-
GB__ "Standard integrato sulle emissioni di inquinanti atmosferici della Repubblica Popolare Cinese"
II. Progettazione della cabina di sabbiatura e della cabina di verniciatura per contenitori cisterna con struttura in acciaio

1. Requisiti e parametri principali del processo tecnico
| Parametro | Requisito |
|---|---|
| Capacità di sabbiatura/rivestimento | 10–12 unità/giorno (40–48 min/unità) |
| Grado di trattamento superficiale | Sa2.5 |
| Concentrazione di polvere all‘uscita del collettore di polvere (sala di pulizia) | < 100 mg/m³ |
| Sistema di trattamento della nebbia di vernice (cabina di verniciatura) | Sistema di filtraggio a secco |
| Numero di strati di rivestimento | 2–3 strati |
| Temperatura interna della stanza di essiccazione (forno di polimerizzazione) | 25°C–35°C |
| Concentrazione di emissione di gas di solvente organico | < 100 mg/m³ |
2. Flusso del processo
a) Flusso di processo del corpo del serbatoio in acciaio inossidabile
Sollevamento sul carrello → Entrare nella sala di sabbiatura (sabbiatura del telaio) → Uscire dalla sala di sabbiatura → Entrare nella cabina di verniciatura a spruzzo 1 (primer del telaio) → Entrare nella cabina di verniciatura a spruzzo 2 (strato intermedio del telaio, primer del corpo del serbatoio in acciaio inossidabile) → Entrare nella sala di essiccazione → Entrare nella cabina di verniciatura a spruzzo 3 (strato di finitura del telaio, strato di finitura del corpo del serbatoio in acciaio inossidabile) → Entrare nella sala di essiccazione → Uscire dalla linea.
b) Flusso di processo del contenitore del serbatoio in acciaio al carbonio
Sollevamento sul carrello → Entrare nella sala di sabbiatura (sabbiatura del telaio e del corpo del serbatoio) → Uscire dalla sala di sabbiatura → Entrare nella cabina di verniciatura a spruzzo 1 (primer per telaio e contenitore del serbatoio) → Entrare nella cabina di verniciatura a spruzzo 2 (strato intermedio del telaio) → Entrare nella sala di essiccazione → Entrare nella cabina di verniciatura a spruzzo 3 (strato di finitura del telaio, strato di finitura del contenitore del serbatoio) → Entrare nella sala di essiccazione → Uscire dalla linea.
3. Piano generale del layout del processo
| Tipologia di camera | L × P × A (metri) | Quantità |
|---|---|---|
| Dimensioni massime del contenitore del serbatoio | 9 × 2,6 × 2,7 | - |
| Sala di sabbiatura | 12 × 5,4 × 5,4 | 1 |
| cabina di verniciatura a spruzzo | 12 × 5,4 × 5,4 | 3 |
| Stanza di essiccazione (forno di polimerizzazione) | 11 × 5,4 × 4,5 | 2 |
| Lampeggiante fuori dalla stanza (facoltativo) | 10 × 5,4 × 5,4 | 2 |
III. Requisiti di funzionamento e manutenzione

Le prestazioni e la conformità a lungo termine dei sistemi di sabbiatura e verniciatura a spruzzo dipendono in larga misura dal corretto funzionamento e da una rigorosa manutenzione. Le seguenti procedure sono essenziali per massimizzare la durata delle apparecchiature, garantire la sicurezza dei lavoratori e mantenere la conformità ambientale.
- Procedure operative standard (SOP)
- Formazione dei lavoratori: tutto il personale deve essere completamente formato sulle procedure operative standard per la sabbiatura, la verniciatura, l‘avvio/arresto delle attrezzature e la risposta alle emergenze.
- Controlli pre-operativi: prima di ogni turno, controllare la pressione dell‘aria di alimentazione, le condizioni dei mezzi abrasivi, la funzionalità delle ventole di ventilazione e la pulizia degli apparecchi di illuminazione.
- Durante il funzionamento: monitorare i manometri sul collettore di polvere e sui filtri per la nebbia di vernice per assicurarsi che siano entro i limiti accettabili, indicando un filtraggio e un flusso d‘aria efficienti.
- Arresto post-operativo: seguire la procedura di arresto sequenziale specificata per tutte le apparecchiature, assicurandosi che l‘ambiente di lavoro sia pulito per il turno successivo.
- Programma di manutenzione regolare
- Ugelli per sabbiatura: sostituire tempestivamente gli ugelli usurati, poiché un‘usura eccessiva riduce notevolmente l‘efficienza della sabbiatura e aumenta il consumo d‘aria.
- Attrezzatura per spruzzatura ad alta pressione: pulire e manutenere le pistole a spruzzo e le pompe secondo le linee guida del produttore per evitare intasamenti e garantire una qualità di rivestimento costante.
- Vagliatura e separazione: controllare regolarmente l‘unità di vagliatura e separazione dell‘abrasivo per garantire l‘efficace rimozione di particelle fini e contaminanti, mantenendo la qualità dell‘abrasivo riutilizzabile.
- Trasportatore ed elevatore: ispezionare mensilmente il trasportatore a nastro e l‘elevatore a tazze per verificarne l‘usura, la tensione e il corretto allineamento, per evitare guasti meccanici.
- Cartucce del filtro di raccolta polvere: monitorare la caduta di pressione nelle cartucce filtranti. Sostituire immediatamente le cartucce non appena la caduta di pressione supera il limite specificato (ad esempio, indicando in genere un accumulo di polvere).
- Filtri per nebbia di vernice: ispezionare e sostituire regolarmente i filtri per nebbia di vernice asciutti (ogni giorno o ogni settimana, a seconda dell‘utilizzo) per mantenere un flusso di scarico adeguato ed evitare la contropressione del sistema.
- Sostituzione/pulizia del filtro:
- Sistema di recupero abrasivo:
- Usura degli ugelli e delle attrezzature:
- Conformità alla sicurezza e all‘ambiente
- Monitoraggio della qualità dell‘aria: monitorare periodicamente la qualità dell‘aria all‘interno delle cabine di sabbiatura e verniciatura, nonché le concentrazioni di emissione nei camini di scarico, per confermare la conformità agli standard nazionali (ad esempio, gli standard GB menzionati nella Sezione I).
- Dispositivi di Protezione Individuale (DPI): assicurarsi che tutti i lavoratori indossino i DPI richiesti, tra cui l‘apposito sistema respiratorio ad aria compressa per la sabbiatura e le maschere di ventilazione appropriate per la verniciatura. Mantenere e ispezionare i DPI per verificare che non siano danneggiati.
- Sicurezza antincendio: ispezionare e testare regolarmente tutti i sistemi di allarme e di soppressione degli incendi, in particolare nelle aree di verniciatura a spruzzo e di asciugatura, dove i vapori di solvente rappresentano un rischio maggiore.
Parole chiave: progettazione della sala di sabbiatura, progettazione della cabina di verniciatura a spruzzo, tecnologia di rivestimento superficiale, sabbiatura di contenitori cisterna, verniciatura di strutture in acciaio, principi di progettazione (avanzamento, praticità, protezione ambientale, sicurezza), trattamento con nebbia di vernice secca, sistema di raccolta della polvere, recupero dell‘abrasivo, ventilazione e purificazione, sala di essiccazione (forno di polimerizzazione), spruzzatura airless ad alta pressione, procedure operative standard (SOP)
Hashtag: #RivestimentoIndustriale #FornoDiCottura #CabinaDiSabbiatura #TrattamentoSuperficiale #CabinaDiVerniciaturaA Spruzzo #RivestimentiProtettivi #RecuperoAbrasivo #AspirazionePolvere #SicurezzaIndustriale




