 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
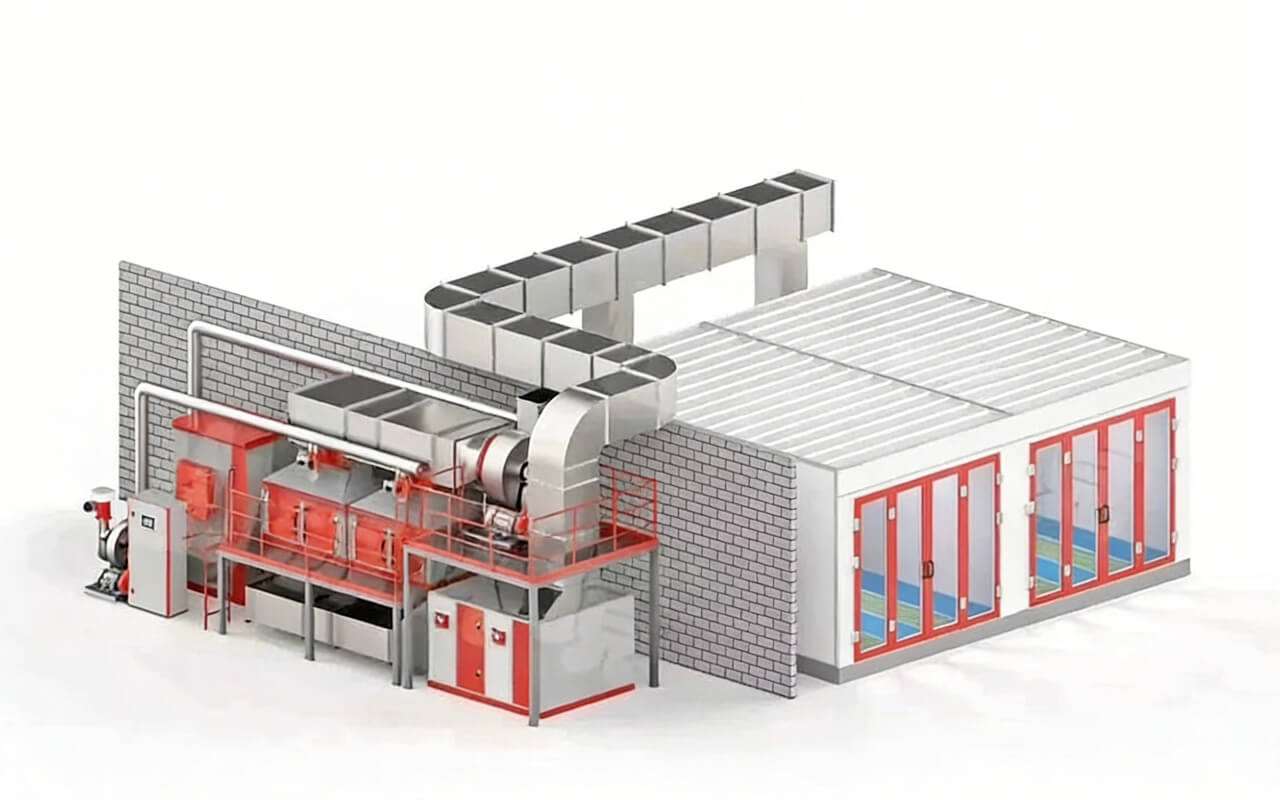
Tiếng ViệtBox-Type Sandblasting Room and Paint Spray Booth Design
El diseño de la sala de arenado y la cabina de pintura debe reflejar el nivel actual de desarrollo de la tecnología de recubrimiento, a la vez que se adhiere al principio de practicidad. Los objetivos de diseño son la menor inversión, los menores costos operativos, la mínima probabilidad de mantenimiento y el método de operación más sencillo.
I. Principios de diseño

-
Avance (ventaja tecnológica)
El diseño del sistema y la adaptación de los equipos deben cumplir con los requisitos de la producción moderna, adoptando tecnología y diseño avanzados siempre que el presupuesto lo permita. Estos avances se reflejan principalmente en la alta eficiencia de recubrimiento, el control práctico, la gran capacidad de tratamiento de polvo y las bajas emisiones de polvo. El sistema de control eléctrico implementa un control centralizado mediante un gabinete de control, control independiente de los equipos, visualización del estado de funcionamiento y visualización de alarmas de seguridad.
-
Practicidad (Usabilidad)
El diseño de la sala de arenado y la cabina de pintura debe priorizar la facilidad de uso. La practicidad se refleja principalmente en un funcionamiento fiable, una baja tasa de fallos, un mantenimiento sencillo y práctico, y una rápida sustitución de piezas.
-
Protección del medio ambiente (sostenibilidad)
Las cabinas de arenado y pintura generan grandes cantidades de polvo, neblina de pintura y disolventes. El diseño debe evitar la fuga de estos contaminantes, especialmente considerando el sellado de las puertas principales. Se deben realizar esfuerzos para minimizar la concentración de polvo, neblina de pintura y disolventes dentro de la cabina y reducir sus emisiones. El aire respirable de los trabajadores de arenado debe suministrarse mediante aire acondicionado con tratamiento especial. Además, se deben tomar medidas para reducir el ruido.
-
Seguridad
Debido al duro entorno de trabajo y a los peligros inherentes a las operaciones de recubrimiento en espacios confinados, el diseño del sistema de recubrimiento, la disposición de la estructura interna de la sala, el mantenimiento y la reparación del mecanismo de transporte, y el diseño y la disposición del sistema eléctrico deben considerarse desde una perspectiva de seguridad. El diseño debe cumplir estrictamente con las siguientes normas nacionales:
-
GB7692 "Regulaciones de seguridad para operaciones de recubrimiento – Seguridad industrial para el pretratamiento del recubrimiento"
-
GB7693 "Regulaciones de seguridad para operaciones de recubrimiento: ventilación y purificación para el proceso de pretratamiento de pintura"
-
GB__ "Norma Integrada de Emisiones de Contaminantes Atmosféricos de la República Popular China"
II. Diseño de sala de arenado y cabina de pintura para contenedores cisterna de estructura de acero

1. Principales requisitos y parámetros del proceso técnico
| Parámetro | Requisito |
|---|---|
| Capacidad de arenado/recubrimiento | 10–12 unidades/día (40–48 min/unidad) |
| Grado de tratamiento de superficies | Sa2.5 |
| Concentración de polvo en la salida del colector de polvo (sala de limpieza) | < 100 mg/m³ |
| Sistema de tratamiento de niebla de pintura (cabina de pintura) | Sistema de filtro seco |
| Número de capas de recubrimiento | 2–3 capas |
| Temperatura interior de la sala de secado (horno de curado) | 25°C–35°C |
| Concentración de emisiones de gases de disolventes orgánicos | < 100 mg/m³ |
2. Flujo del proceso
a) Flujo del proceso del cuerpo del tanque de acero inoxidable
Subir al carro → Entrar a la sala de arenado (chorreado del marco) → Salir de la sala de arenado → Entrar a la cabina de pintura en aerosol 1 (imprimación del marco) → Entrar a la cabina de pintura en aerosol 2 (capa intermedia del marco, imprimación del cuerpo del tanque de acero inoxidable) → Entrar a la sala de secado → Entrar a la cabina de pintura en aerosol 3 (capa superior del marco, capa superior del cuerpo del tanque de acero inoxidable) → Entrar a la sala de secado → Salir de la línea.
b) Flujo del proceso de contenedores cisterna de acero al carbono
Subir al carro → Entrar a la sala de arenado (chorreado del marco y del cuerpo del tanque) → Salir de la sala de arenado → Entrar a la cabina de pintura en aerosol 1 (imprimación del marco y del contenedor del tanque) → Entrar a la cabina de pintura en aerosol 2 (capa intermedia del marco) → Entrar a la sala de secado → Entrar a la cabina de pintura en aerosol 3 (capa superior del marco, capa superior del contenedor del tanque) → Entrar a la sala de secado → Salir de la línea.
3. Plan general de diseño del proceso
| Tipo de habitación | L × An × Al (metros) | Cantidad |
|---|---|---|
| Tamaño máximo del contenedor cisterna | 9 × 2,6 × 2,7 | - |
| Sala de arenado | 12 × 5,4 × 5,4 | 1 |
| Cabina de pintura en aerosol | 12 × 5,4 × 5,4 | 3 |
| Sala de secado (horno de curado) | 11 × 5,4 × 4,5 | 2 |
| Habitación con luces intermitentes (opcional) | 10 × 5,4 × 5,4 | 2 |
III. Requisitos de operación y mantenimiento

El rendimiento y la conformidad a largo plazo de los sistemas de arenado y pulverización de pintura dependen en gran medida de su correcto funcionamiento y un riguroso mantenimiento. Los siguientes procedimientos son esenciales para maximizar la vida útil del equipo, garantizar la seguridad de los trabajadores y mantener la conformidad ambiental.
- Procedimientos operativos estándar (POE)
- Capacitación de los trabajadores: Todo el personal debe estar completamente capacitado en los procedimientos operativos estándar (POE) para pulido con chorro de arena, pintura, arranque/apagado de equipos y respuesta a emergencias.
- Controles previos a la operación: Antes de cada turno, verifique la presión del suministro de aire, el estado de los medios abrasivos, el funcionamiento de los ventiladores y la limpieza de las luminarias.
- Durante el funcionamiento: controle los manómetros del colector de polvo y los filtros de niebla de pintura para asegurarse de que estén dentro del rango aceptable, lo que indica una filtración y un flujo de aire eficientes.
- Parada posterior a la operación: siga el procedimiento de apagado secuencial especificado para todos los equipos, asegurándose de dejar un entorno de trabajo limpio para el siguiente turno.
- Programa de mantenimiento regular
- Boquillas de chorro de arena: reemplace rápidamente las boquillas desgastadas, ya que el desgaste excesivo reduce significativamente la eficiencia del chorro de arena y aumenta el consumo de aire.
- Equipo de pulverización de alta presión: Limpie y mantenga las pistolas pulverizadoras y las bombas de acuerdo con las pautas del fabricante para evitar obstrucciones y garantizar una calidad de recubrimiento constante.
- Cribado y separación: Revise periódicamente la unidad de cribado y separación de abrasivo para garantizar la eliminación efectiva de finos y contaminantes, manteniendo la calidad del abrasivo reutilizable.
- Transportador y elevador: inspeccione mensualmente la cinta transportadora y el elevador de cangilones para detectar desgaste, tensión y alineación correcta para evitar fallas mecánicas.
- Cartuchos del colector de polvo: Monitoree la caída de presión en los cartuchos filtrantes. Reemplace los cartuchos inmediatamente si la caída de presión excede el límite especificado (por ejemplo, esto suele indicar una acumulación de polvo).
- Filtros de niebla de pintura: inspeccione y reemplace los filtros de niebla de pintura secos regularmente (diariamente o semanalmente, según el uso) para mantener un flujo de escape adecuado y evitar la contrapresión del sistema.
- Reemplazo/limpieza del filtro:
- Sistema de recuperación de abrasivos:
- Desgaste de boquillas y equipos:
- Cumplimiento de seguridad y medio ambiente
- Monitoreo de la calidad del aire: Monitorear periódicamente la calidad del aire dentro de las cabinas de arenado y pintura en aerosol, así como las concentraciones de emisiones en los tubos de escape, para confirmar el cumplimiento de las normas nacionales (por ejemplo, las normas GB mencionadas en la Sección I).
- Equipo de Protección Individual (EPP): Asegúrese de que todos los trabajadores utilicen el EPP requerido, incluyendo el sistema de respiración con suministro de aire específico para el arenado y las mascarillas de ventilación adecuadas para la pintura. Mantenga e inspeccione el EPP para detectar posibles daños.
- Seguridad contra incendios: inspeccione y pruebe periódicamente todos los sistemas de alarma y supresión de incendios, en particular en las áreas de pulverización y secado de pintura, donde los vapores de disolventes representan un mayor riesgo.
Palabras clave: Diseño de sala de arenado, Diseño de cabina de pintura en aerosol, Tecnología de recubrimiento de superficies, Granallado de contenedores cisterna, Pintura de estructuras de acero, Principios de diseño (Avances, Practicidad, Protección ambiental, Seguridad), Tratamiento de niebla de pintura seca, Sistema de recolección de polvo, Recuperación de abrasivos, Ventilación y purificación, Sala de secado (Horno de curado), Pulverización sin aire a alta presión, Procedimientos operativos estándar (POE)
Etiquetas: #RecubrimientoIndustrial #HornoDeCuración #CabinaDeArenado #TratamientoDeSuperficies #CabinaDePinturaEnAerosol #RecubrimientosProtectores #RecuperaciónDeAbrasivos #RecolecciónDePolvo #SeguridadIndustrial




