English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSoluzioni innovative per il pretrattamento automobilistico
ST-LCP2000







Prezzo: USD10000~30000
Richiedi un preventivo PDF
Efficienza delle risorse: la filtrazione continua dei liquidi di processo riduce significativamente il consumo di prodotti chimici e di acqua dolce.
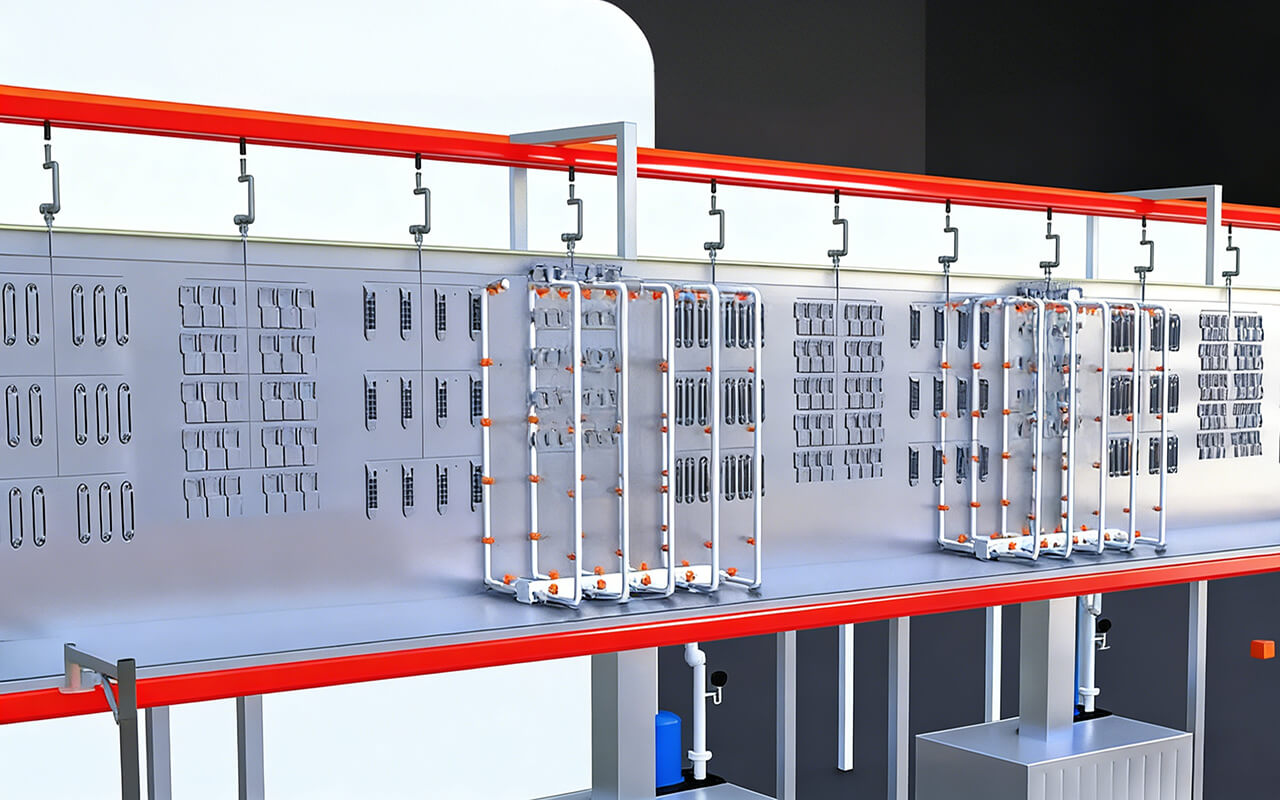
Tecnologia comprovata: esempi delle nostre soluzioni efficaci includono l'efficiente processo di immersione rotazionale ShengTai® e il nostro sistema di controllo dell'anodo ottimizzato.
Progettazione del sistema: diamo priorità a layout altamente flessibili e compatti con bassi costi operativi fin dalla fase di pianificazione iniziale.
Ottimizzazione dei processi: utilizziamo strategie interprocessuali per ottenere nuovi miglioramenti nell'efficienza energetica e nella qualità del rivestimento finale.
La sequenza iniziale di verniciatura automobilistica si compone di due fasi fondamentali che preparano e proteggono la carrozzeria del veicolo:
1. Fase 1: Pretrattamento
◦ Questo è il primo passaggio, in cui la scocca viene accuratamente pulita, sgrassata e, in genere, rivestita con un rivestimento fosfatico per creare una superficie ideale per tutti i successivi strati di vernice.
2. Fase 2: Elettroverniciatura (E-Coat)
◦ In questo caso, un primer anticorrosivo viene applicato immergendo l'intera carrozzeria in un bagno conduttivo. Questo metodo di immersione garantisce una copertura completa, comprese tutte le cavità e le sezioni interne.
Questi processi si basano su tecnologie avanzate e adattabili, progettate per garantire efficienza e prestazioni sin dall'inizio.
Soluzioni di rivestimento per l'industria
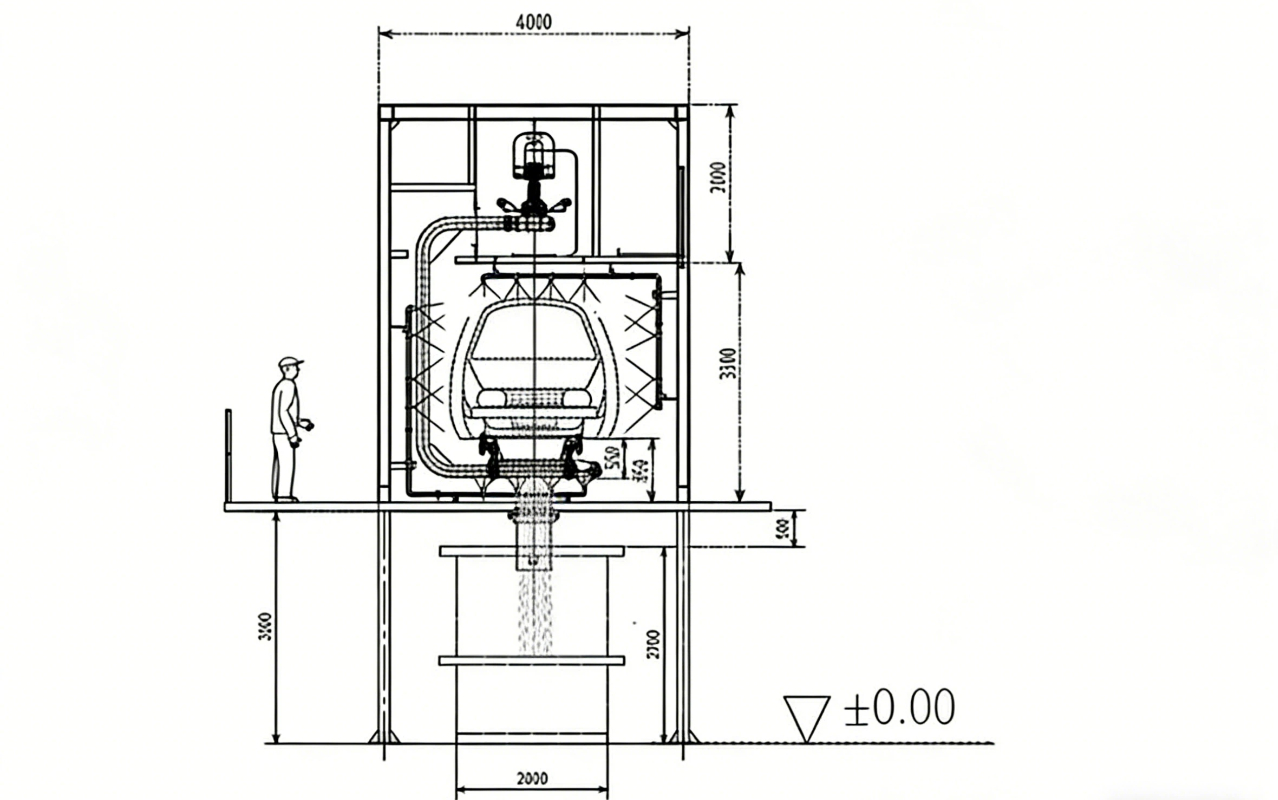
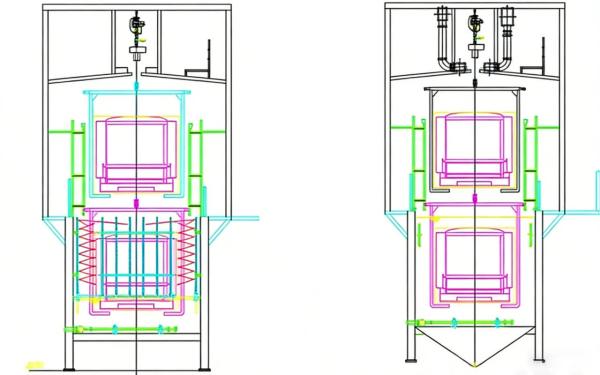
Diagramma della sezione trasversale dello spruzzo di pretrattamento
Il pretrattamento è il fondamento del processo di verniciatura e ha un impatto significativo sulla qualità finale del rivestimento. Le fasi principali includono sgrassaggio, decapaggio, fosfatazione e passivazione.
• La sgrassatura è il passaggio fondamentale. Se olio e grasso non vengono rimossi completamente dalla superficie del pezzo, tutti i passaggi successivi saranno inefficaci.
• Il decapaggio viene utilizzato principalmente per rimuovere le scaglie dalle lamiere di acciaio laminate a caldo. Nella verniciatura automobilistica, viene applicato principalmente a telai e ruote. Tuttavia, il decapaggio può causare un grave inquinamento nell‘ambiente di officina e dovrebbe essere evitato quando possibile; in alternativa, è possibile utilizzare la pallinatura. Non deve mai essere utilizzato sulle carrozzerie.
• La fosfatazione è una fase critica, poiché migliora sia l‘adesione della superficie del pezzo sia la resistenza alla corrosione del rivestimento elettroforetico.
• La passivazione aiuta a stabilizzare la qualità del film di fosfato. Tuttavia, a causa del grave inquinamento dell‘acqua causato dagli ioni cromo e della complessità del trattamento, viene raramente utilizzata.
• La pallinatura è anche un metodo di pretrattamento, generalmente adatto per rimuovere scaglie e ruggine da lamiere, sezioni e getti di acciaio più spessi.
| Parametri del processo di pretrattamento per la carrozzeria dell‘auto | ||||||
| Fare un passo | Nome del processo | Funzione | Tempo (s) | Osservazioni | Temperatura (°C) | Metodo |
| 1 | Risciacquo con allagamento | Rimuovere i contaminanti, riscaldare il corpo | 60 | Può essere omesso se il corpo è pulito | - | Spray |
| 2 | Pre-sgrassaggio | Rimuovere l‘olio dai pannelli esterni, riscaldare il corpo | 60–120 | La soluzione sgrassante può essere fornita dall‘acqua del 1° risciacquo | 50–55 | Spray |
| 3 | Sgrassante | Rimuovere olio e grasso | 120–180 | Utilizzare un detergente contenente silicato di sodio, fosfato, tensioattivo, ecc., per rimuovere l‘olio da tutto il corpo | 55–65 | Immersione |
| 4 | Risciacquare n.1 | Rimuovere lo sgrassatore, raffreddare il corpo | 30–60 | Acqua del rubinetto; rifornita dal risciacquo n. 2 tramite troppo pieno o pre-risciacquo | Temperatura ambiente (preferibilmente bassa) | Spray |
| 5 | Risciacquare n.2 | Rimuovere lo sgrassatore, raffreddare il corpo | Immergiti e esci | Riempire continuamente con acqua del rubinetto (spray di uscita); mantenere la temperatura corporea al di sotto dei 40°C | Temperatura ambiente (preferibilmente bassa) | Immersione |
| 6 | Condizionamento della superficie | Attivazione alcalina, forma siti di nucleazione | 60 | Utilizzare un condizionatore contenente titanato, fosfato, ecc., per rendere la superficie dell‘acciaio leggermente alcalina | Temperatura ambiente. | Immersione |
| 7 | Fosfatazione | Formare il rivestimento fosfatico | 180 | Utilizzare una soluzione di fosfato di zinco ternario con acceleratori per formare uno strato di fosfato cristallino tramite reazione chimica | 45–50 | Immersione |
| 8 | Risciacquare n.3 | Rimuovere la soluzione di fosfato | 30–60 | Acqua del rubinetto; rifornita dal risciacquo n. 2 tramite troppo pieno o pre-risciacquo; rimuove in modo speciale i fanghi di fosfato | Temperatura ambiente. | Spray |
| 9 | Risciacquare n.4 | Rimuovere la soluzione di fosfato | Immergiti e esci | Acqua del rubinetto o rifornita dal passaggio 11 (risciacquo DI) tramite troppo pieno o pre-risciacquo | Temperatura ambiente. | Immersione |
| 10 | Risciacquo DI | Rimuovere le impurità ioniche | Immergiti e esci | Riempire con acqua deionizzata | Temperatura ambiente. | Immersione |
| 11 | Risciacquo fresco con DI | Risciacquo finale | 10–20 | Conduttività dell‘acqua di gocciolamento ≤ 30 µS/cm | Temperatura ambiente. | Spray |