English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSistema di pretrattamento del rivestimento liquido
ST-LC-PT







Prezzo: USD1000~20000
Richiedi un preventivo PDF
Il processo è completo e critico: la fase di pretrattamento mira a rimuovere completamente vari contaminanti (come olio, ruggine e polvere) dalla superficie del pezzo.
Soluzioni tecniche diversificate e automatizzate: offriamo una varietà di metodi di pretrattamento, dal pretrattamento manuale a quello automatizzato (inclusa la spruzzatura automatizzata e il rivesti
Diamo grande importanza alla sicurezza e alla tutela dell'ambiente: abbiamo stabilito rigide normative per l'approvvigionamento, lo stoccaggio, l'uso e la risposta alle emergenze degli acidi e degli a
Particolare attenzione è rivolta all'integrazione dei processi e al trattamento di essiccazione: viene sottolineato il processo di prevenzione della ruggine mediante fosfatazione/passivazione dopo il
Attrezzature per la verniciatura ShengTai: la fase di pretrattamento della linea di verniciatura consiste nella completa pulizia della superficie del pezzo da contaminanti come ossidazione, ruggine, olio, polvere e altre impurità. Ciò garantisce che il rivestimento a polvere o la vernice aderiscano saldamente e si leghino alla superficie metallica, migliorando così la qualità del pezzo e prolungandone la durata.
Soluzioni di rivestimento per l'industria
Sistema di pretrattamento del rivestimento liquido

Attrezzature per la verniciatura ShengTai: la fase di pretrattamento della linea di verniciatura consiste nella completa pulizia della superficie del pezzo da contaminanti come ossidazione, ruggine, olio, polvere e altre impurità. Ciò garantisce che il rivestimento a polvere o la vernice aderiscano saldamente e si leghino alla superficie metallica, migliorando così la qualità del pezzo e prolungandone la durata.
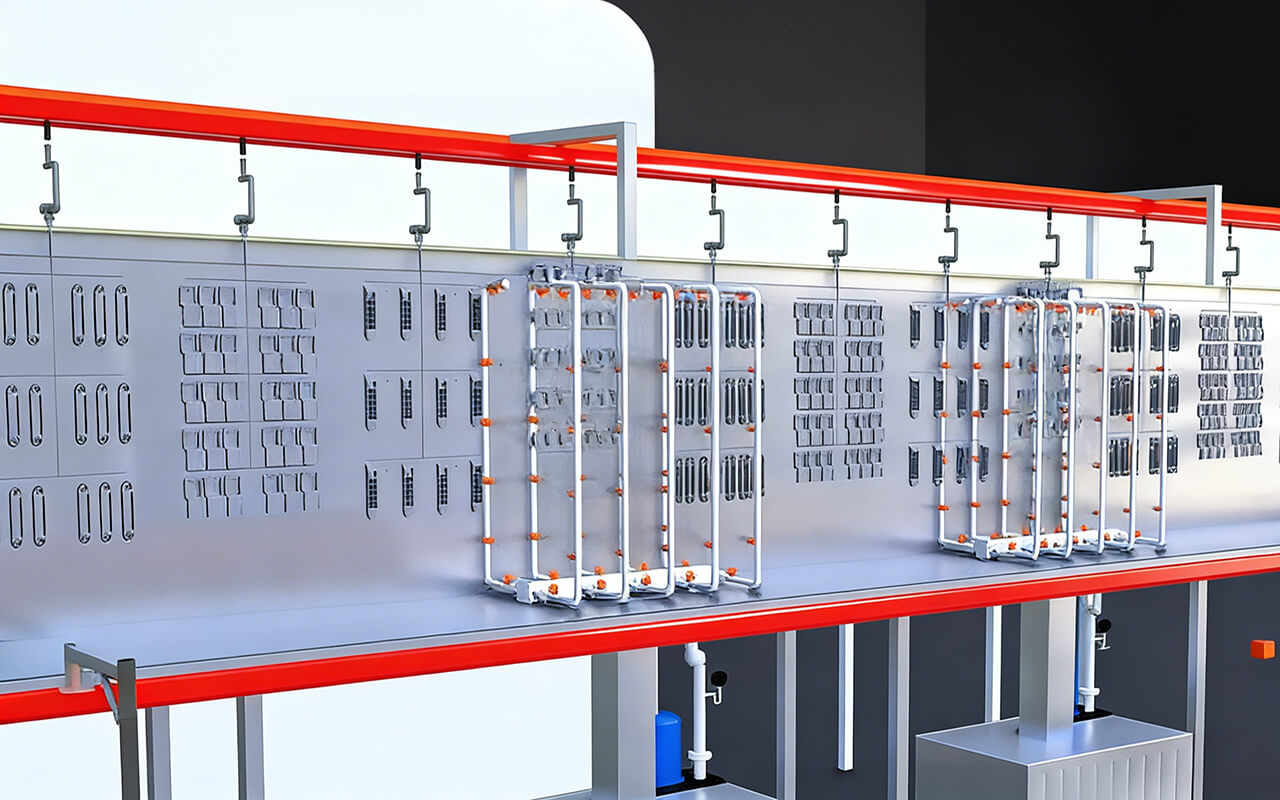
Fase essenziale del processo di pretrattamento della linea di verniciatura, prevede la rimozione completa di vari contaminanti (come lubrificanti, emulsionanti, grasso, macchie di sudore, ecc.) e polvere dalla superficie del pezzo, garantendo una superficie pulita e preparata per il rivestimento. Questo processo non solo garantisce un‘adesione superiore del rivestimento, ma rappresenta anche un elemento fondamentale delle nostre avanzate apparecchiature di rivestimento liquido e anticorrosione, garantendo protezione e durata a lungo termine per i vostri prodotti.
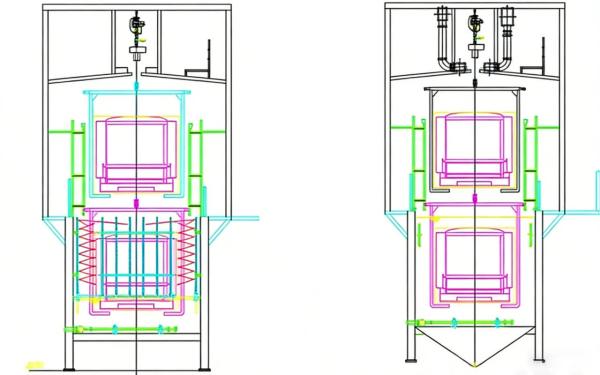
(1) Produzione della fase di pretrattamento nella linea di rivestimento
Il pretrattamento prevede semplici processi manuali o processi automatizzati. Questi ultimi si dividono ulteriormente in processi di spruzzatura automatica e di spruzzatura a immersione automatica. Prima della verniciatura a polvere, i pezzi devono essere sottoposti a un trattamento superficiale per rimuovere olio e ruggine. Questa fase utilizza una varietà di soluzioni chimiche, tra cui principalmente antiruggine, sgrassanti, condizionatori superficiali e agenti fosfatanti.
Nella fase di pretrattamento o nell‘officina di una linea di verniciatura, è fondamentale stabilire i protocolli necessari per l‘approvvigionamento, il trasporto, lo stoccaggio e l‘uso di acidi e alcali forti. I lavoratori devono essere dotati di dispositivi di protezione individuale essenziali, nonché di contenitori, strumenti di movimentazione e attrezzature di miscelazione sicuri e affidabili. Devono inoltre essere sviluppate misure di risposta alle emergenze e metodi di soccorso per potenziali incidenti. Inoltre, poiché la fase di pretrattamento genera una certa quantità di gas di scarico, liquidi di scarico e altri inquinanti, sono essenziali misure di protezione ambientale. Ciò include l‘installazione di sistemi di scarico, sistemi di drenaggio e attrezzature per il trattamento dei rifiuti.
La qualità dei pezzi pretrattati può variare a causa delle differenze nelle soluzioni di pretrattamento e nei processi specifici delle apparecchiature di rivestimento liquido. Per i pezzi ben trattati, in cui l‘olio superficiale e la ruggine sono stati completamente rimossi, il trattamento di fosfatazione o passivazione viene generalmente applicato in fasi successive subito dopo il pretrattamento per prevenire una rapida riossidazione. Prima della verniciatura a polvere, i pezzi fosfatati devono essere asciugati per rimuovere l‘umidità superficiale. Per la produzione di piccoli lotti o di singoli pezzi, si utilizzano comunemente l‘essiccazione naturale all‘aria, l‘essiccazione al sole o l‘essiccazione a soffiaggio. Per la produzione su larga scala in linea di assemblaggio, si utilizza in genere la cottura a bassa temperatura tramite forni o tunnel di essiccazione.
ShengTai Painting Equipment è specializzata nella fornitura di attrezzature avanzate per il rivestimento liquido e soluzioni complete per apparecchiature anticorrosione, garantendo processi di pretrattamento efficienti, sicuri e rispettosi dell‘ambiente per la vostra linea di rivestimento.
| Fasi del processo | scopo principale | Metodo di funzionamento e parametri chiave | Riferimento alle dimensioni dell‘attrezzatura |
| 1. Risciacquo con acqua ad alta pressione | Inizialmente rimuovere le impurità come olio, limatura di ferro e scorie di saldatura dalla superficie del pezzo. | Vengono utilizzate pistole a spruzzo o dispositivi di spruzzatura ad alta pressione, con una pressione dell‘acqua che solitamente varia da 0,15 a 0,3 MPa. | Il diametro dell‘ugello della pistola a spruzzo è solitamente compreso tra 1,5 e 3 mm; la spaziatura dei tubi di spruzzatura viene regolata in base alle dimensioni del pezzo da lavorare ed è generalmente compresa tra 0,5 e 1 m. |
| 2. Pre-sgrassaggio | Rimuovere la maggior parte dell‘olio e del grasso per preparare la successiva sgrassatura. | Spruzzatura parziale e immersione o spruzzatura completa, temperatura 50–60℃, tempo 1–3 minuti. | La lunghezza della vasca di pre-sgrassaggio è determinata in base alla lunghezza del pezzo da lavorare, generalmente 3–5 m, la larghezza è 1–2 m e la profondità è 0,5–1 m. |
| 3. Sgrassatura | Per rimuovere completamente il grasso si utilizzano spesso agenti sgrassanti alcalini. | Immergere o spruzzare a una temperatura di 55–65°C per 3–5 minuti. | La vasca di sgrassaggio ha dimensioni simili a quelle della vasca di pre-sgrassaggio: lunghezza 3–6 m, larghezza 1–2 m e profondità 0,5–1 m. |
| 4. Lavare con acqua (1-2 volte) | Dopo lo sgrassaggio, risciacquare via eventuali residui di liquido per evitare la contaminazione dei processi successivi. | Utilizzare acqua di traboccamento per lavare o spruzzare, a temperatura ambiente, per 0,5-2 minuti. | La vasca di lavaggio è lunga 2–4 m, larga 1–1,5 m e profonda 0,5–1 m; l‘altezza dello scarico di troppo pieno è generalmente pari a 1/3–1/2 dell‘altezza della vasca. |
| 5. Regolazione del tavolo | Regolare la microstruttura della superficie del pezzo in lavorazione per favorire la formazione uniforme del film di fosfatazione. | Immergere per 0,5–2 minuti a pH 7,5–10,0. | La scanalatura di riferimento è lunga 2–3 m, larga 1–1,5 m e profonda 0,5–1 m. |
| 6. Fosfatazione | Sulla superficie del pezzo si forma una pellicola di conversione del fosfato, che migliora l‘adesione del rivestimento e la resistenza alla corrosione. | Immergere o spruzzare a una temperatura di 35–55°C per 3–10 minuti. | La vasca di fosfatazione è lunga 3–5 m, larga 1–2 m e profonda 0,5–1 m; la spaziatura degli ugelli durante la fosfatazione a spruzzo è di 0,5–1 m. |
| 7. Lavare con acqua dopo la fosfatazione | Rimuovere la soluzione fosfatante residua per prevenire la corrosione. | Utilizzare acqua di traboccamento per lavare o spruzzare, a temperatura ambiente, per 0,5-2 minuti. | Simile alla vasca di lavaggio precedente, è lunga 2–4 m, larga 1–1,5 m e profonda 0,5–1 m. |
| 8. Asciugatura | Rimuovere l‘umidità dalla superficie del pezzo in lavorazione per prepararlo alla verniciatura. | Essiccare in forno o all‘aria. La temperatura di cottura è generalmente di 60-80 °C e il tempo di essiccazione è di 10-30 minuti. | La lunghezza della camera di essiccazione è determinata in base alla lunghezza del pezzo in lavorazione, generalmente 5–10 m, la larghezza è 2–3 m e l‘altezza è 2–3 m. |