 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtPhân tích chuyên sâu về ảnh hưởng của khoảng cách súng phun sơn đến chất lượng bề mặt.
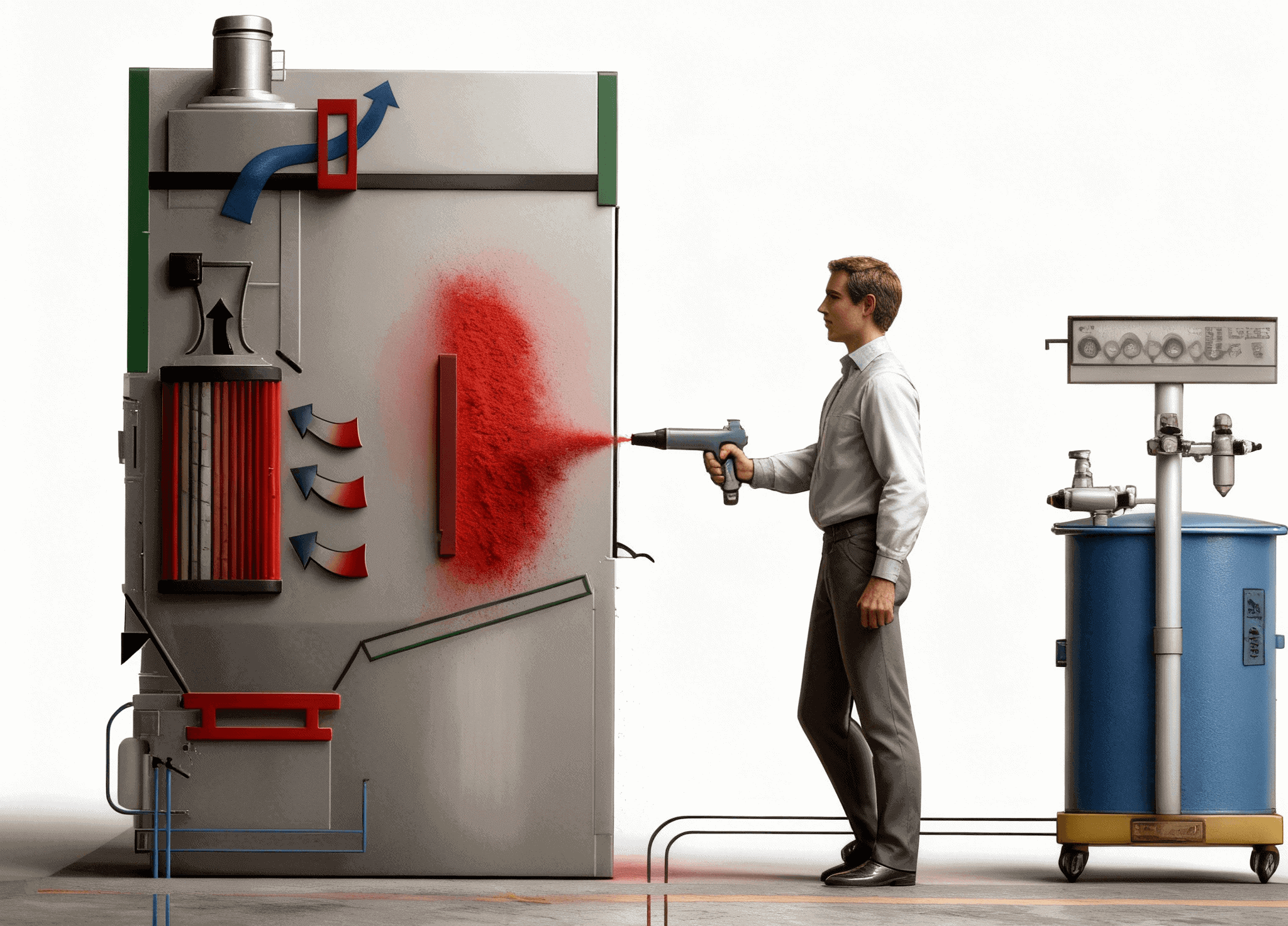
Trong dây chuyền sơn tĩnh điện, khoảng cách giữa súng phun và bề mặt sơn là một thông số quan trọng ảnh hưởng trực tiếp đến chất lượng, hiệu quả và độ ổn định của lớp sơn phủ.
Dưới đây là phân tích chi tiết của ShengTai Painting Equipment về ảnh hưởng của khoảng cách súng phun sơn đến chất lượng bề mặt cuối cùng sau khi sơn tĩnh điện.

I. Khoảng cách súng phun quá gần (Thường dưới 150 mm)
-
Lớp phủ không đều, dễ bị sần sùi như vỏ cam hoặc chảy xệ. Khi súng phun quá gần, một lượng lớn bột được phun ra trong thời gian rất ngắn. Trước khi lớp phủ có thể tan chảy hoàn toàn và tự san phẳng trong quá trình đóng rắn, lớp màng trở nên quá dày, dẫn đến khả năng chảy kém. Điều này dẫn đến bề mặt sần sùi như "vỏ cam", và trong trường hợp nghiêm trọng, bị chảy xệ tương tự như sơn lỏng.
-
Hiệu ứng lồng Faraday tăng cường, gây khó khăn trong việc lắng đọng bột. Cường độ điện trường tĩnh điện tỷ lệ nghịch với bình phương khoảng cách. Ở khoảng cách súng bắn rất ngắn, điện trường cực mạnh, nhưng lực đẩy tĩnh điện giữa các hạt bột tích điện cũng tăng lên. Kết quả là, bột ưu tiên bám vào các cạnh và chỗ lồi, trong khi các vùng lõm, góc trong và rãnh nhận được lớp phủ không đủ, gây ra hiện tượng màng mỏng hoặc thậm chí làm lộ chất nền.
-
Hiện tượng ion hóa ngược (ion hóa đảo chiều): Đây là một trong những vấn đề điển hình và nghiêm trọng nhất do khoảng cách quá gần gây ra. Lớp bột quá dày tích tụ quá nhiều điện tích âm trên bề mặt trước khi đóng rắn, tạo ra điện thế rất cao. Khi điện thế này đủ cao để phá vỡ lớp không khí (hoặc lớp bột), một dòng ion dương ngược chiều sẽ xảy ra. Các ion này trung hòa điện tích âm trên lớp bột bên dưới, khiến bột bị đẩy ra khỏi bề mặt. Điều này dẫn đến sự hình thành các lỗ nhỏ, bọt khí và các khuyết tật dạng miệng núi lửa, làm ảnh hưởng nghiêm trọng đến mật độ và vẻ ngoài của lớp phủ.
-
Nguy cơ phóng điện và tia lửa điện: Khi súng phun quá gần phôi, có thể xảy ra các tia lửa tĩnh điện mạnh. Điều này có thể làm hỏng lớp phủ và chất nền, để lại các vết cháy đen, đồng thời tiềm ẩn nguy cơ mất an toàn trong dây chuyền sơn tĩnh điện.
II. Khoảng cách phun sơn quá xa (Thường > 350 mm)

-
Hiệu suất truyền tải giảm và lượng bột thải ra quá nhiều: Khi bột di chuyển quãng đường dài hơn, động năng của nó giảm và lực hút tĩnh điện yếu đi. Một phần đáng kể bột không bám dính hiệu quả vào phôi, dẫn đến tỷ lệ sử dụng thấp, chi phí cao hơn và ô nhiễm môi trường gia tăng.
-
Cấu trúc lớp phủ lỏng lẻo và độ bám dính kém: Do động năng và lực tĩnh điện khi va chạm không đủ, các hạt bột tạo thành một lớp phủ kém đặc chắc. Độ bền liên kết giữa các hạt, cũng như giữa lớp phủ và chất nền, bị giảm. Điều này có thể dẫn đến độ cứng thấp hơn, khả năng chống mài mòn kém và nguy cơ bong tróc cao hơn.
-
Độ dày màng không đồng đều và độ phủ cạnh kém. Quỹ đạo của bột dễ bị ảnh hưởng bởi luồng không khí trên quãng đường dài, gây ra hiện tượng lắng đọng không đồng đều. Thêm vào đó, điện trường suy yếu làm giảm hiệu ứng "bao phủ xung quanh", dẫn đến lớp phủ mỏng hơn ở các cạnh và góc.
-
Bề mặt thô ráp và độ phẳng kém: Do độ bám dính yếu, các hạt bột có thể tích tụ lỏng lẻo trên bề mặt. Trong quá trình đóng rắn, chúng có thể không tan chảy và chảy đều hoàn toàn, dẫn đến bề mặt khô, sần sùi và thô ráp.
III. Tương tác hiệp đồng với các thông số khác

Ảnh hưởng của khoảng cách phun sơn không tồn tại độc lập và phải được điều chỉnh phối hợp với các thông số quan trọng khác trong dây chuyền sơn tĩnh điện.
-
Điện áp tĩnh điện: Ở điện áp cao hơn, khoảng cách hút hiệu quả có thể tăng lên; ở điện áp thấp hơn, khoảng cách bắn nên được giảm xuống tương ứng.
-
Lượng bột phun ra / áp suất khí phun sương: Với lượng bột phun ra cao hơn, việc tăng khoảng cách súng phun giúp ngăn ngừa sự lắng đọng quá nhanh.
-
Hình dạng hình học của phôi:
Đối với các chi tiết phẳng, đơn giản, khoảng cách bắn của súng có thể được duy trì ở mức trung bình ổn định.
Đối với các chi tiết có rãnh sâu hoặc hình dạng phức tạp, thường cần điều chỉnh động. Khoảng cách thông thường được sử dụng cho các bề mặt phẳng, trong khi đối với các khu vực lõm, việc tăng khoảng cách súng bắn electron và giảm điện áp có thể giúp giảm thiểu hiệu ứng lồng Faraday—đồng thời vẫn cân bằng hiệu suất truyền tải tổng thể.
IV. Các thông số phun thuốc được khuyến nghị

1. Cài đặt khoảng cách súng phun sơn
Khoảng cách bắn tối ưu được khuyến nghị là 150–300 mm. Cần điều chỉnh nhỏ dựa trên cấu trúc sản phẩm và kỹ thuật của người vận hành.
2. Điều chỉnh tham số kết hợp
Tùy thuộc vào hình dạng phôi và độ dày màng yêu cầu, điều chỉnh đồng thời điện áp tĩnh điện (thường là 60–90 kV) và lượng bột phun để đạt được kết quả phủ tốt nhất.
Nhờ tối ưu hóa việc khớp thông số và thiết kế hệ thống chuyên nghiệp từ ShengTai Painting Equipment, các dây chuyền sơn tĩnh điện có thể đạt được hoạt động ổn định, hiệu suất truyền tải cao và chất lượng bề mặt vượt trội một cách nhất quán.









