 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtConception d'une cabine de sablage et d'une cabine de peinture de type caisson
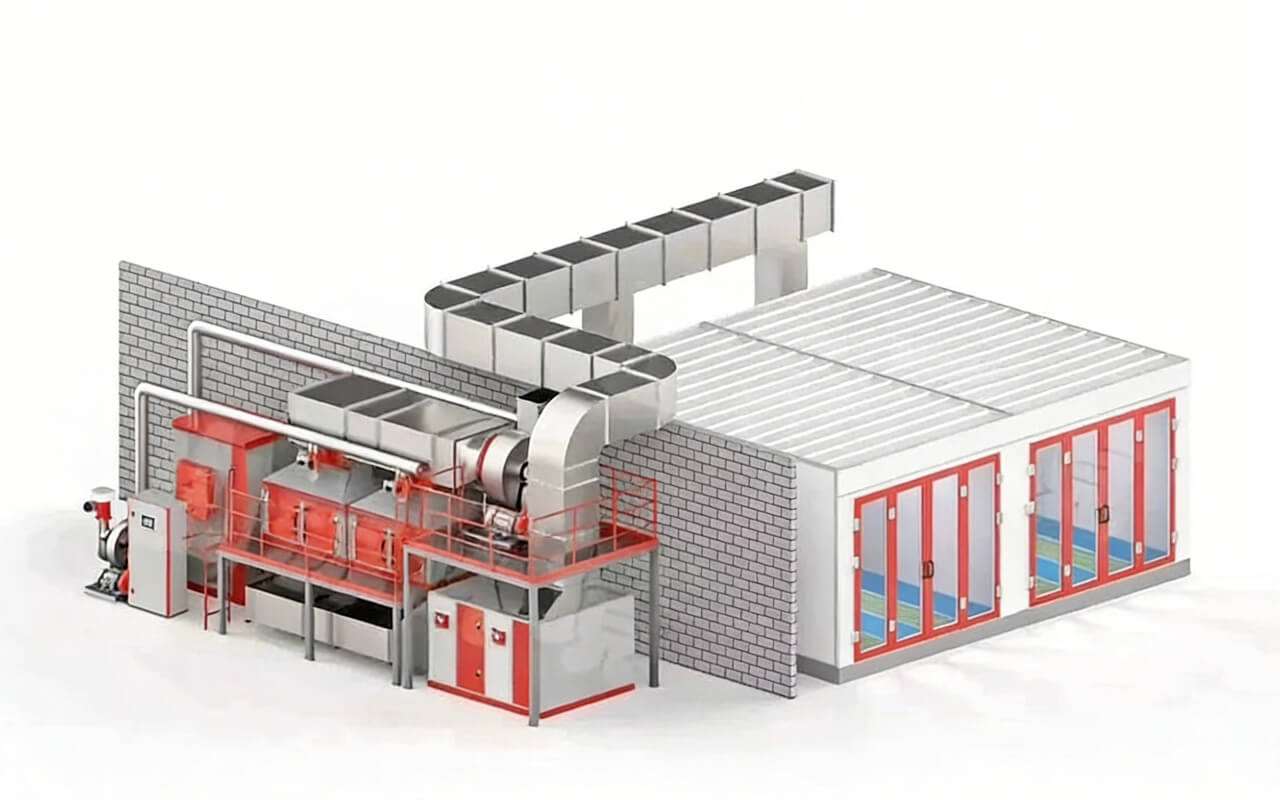
La conception de la cabine de sablage et de la cabine de peinture doit refléter les dernières avancées en matière de technologie de revêtement, tout en respectant le principe de praticité. Les objectifs de conception sont un investissement minimal, des coûts d‘exploitation réduits, une maintenance minimale et une utilisation simplifiée.
I. Principes de conception

-
Avancement (Avantage technologique)
La conception du système et l‘adéquation des équipements doivent répondre aux exigences de la production moderne, en intégrant des technologies et des conceptions de pointe lorsque le budget le permet. Les progrès se traduisent principalement par une efficacité de revêtement élevée, une commande aisée, une grande capacité de traitement des poussières et de faibles émissions de poussières. Le système de commande électrique assure un contrôle centralisé via une armoire électrique, un contrôle individuel des équipements, un affichage de l‘état de fonctionnement et un affichage des alarmes de sécurité.
-
Aspects pratiques (Facilité d‘utilisation)
La conception de la cabine de sablage et de la cabine de peinture doit avant tout privilégier la facilité d‘utilisation. La praticité se traduit principalement par un fonctionnement fiable, un faible taux de pannes, une maintenance simple et pratique, et un remplacement rapide des pièces.
-
Protection de l‘environnement (Durabilité)
Les cabines de sablage et de peinture génèrent d‘importantes quantités de poussière, de brouillard de peinture et de solvants. Leur conception doit empêcher toute fuite de ces polluants, notamment en assurant l‘étanchéité des portes principales. Il est impératif de minimiser la concentration de poussière, de brouillard de peinture et de solvants à l‘intérieur de la cabine et de réduire leurs émissions. L‘air respirable des sableurs doit être fourni par un système d‘air dédié et traité. Par ailleurs, des mesures doivent être prises pour réduire le bruit.
-
Sécurité
Compte tenu des conditions de travail difficiles et des risques inhérents aux opérations de revêtement en espace confiné, la conception du système de revêtement, l‘agencement de la structure interne de la salle, la maintenance et la réparation du système de convoyage, ainsi que la conception et l‘installation du système électrique doivent être envisagées sous l‘angle de la sécurité. La conception doit être strictement conforme aux normes nationales suivantes :
-
GB7692 « Règlement de sécurité pour les opérations de revêtement – Sécurité industrielle pour le prétraitement du revêtement »
-
GB7693 « Règlement de sécurité pour les opérations de revêtement – Ventilation et purification pour le processus de prétraitement de la peinture »
-
GB__ « Norme intégrée d‘émission des polluants atmosphériques de la République populaire de Chine »
II. Conception d‘une cabine de sablage et d‘une cabine de peinture pour conteneurs-citernes à structure métallique

1. Principales exigences et paramètres du processus technique
| Paramètre | Exigence |
|---|---|
| Capacité de sablage/revêtement | 10 à 12 unités/jour (40 à 48 min/unité) |
| Grade de traitement de surface | Sa2.5 |
| Concentration de poussière à la sortie du dépoussiéreur (salle blanche) | < 100 mg/m³ |
| Système de traitement par brouillard de peinture (cabine de peinture) | système de filtration à sec |
| Nombre de couches de revêtement | 2 à 3 couches |
| Température intérieure de la chambre de séchage (four de séchage) | 25°C–35°C |
| Concentration des émissions de gaz de solvants organiques | < 100 mg/m³ |
2. Flux de processus
a) Processus de fabrication du corps de réservoir en acier inoxydable
Monter sur le chariot → Entrer dans la salle de sablage (sablage du châssis) → Sortir de la salle de sablage → Entrer dans la cabine de peinture 1 (apprêt du châssis) → Entrer dans la cabine de peinture 2 (couche intermédiaire du châssis, apprêt du corps du réservoir en acier inoxydable) → Entrer dans la salle de séchage → Entrer dans la cabine de peinture 3 (couche de finition du châssis, couche de finition du corps du réservoir en acier inoxydable) → Entrer dans la salle de séchage → Sortir de la ligne.
b) Processus de fabrication des conteneurs-citernes en acier au carbone
Levage sur chariot → Entrée dans la salle de sablage (sablage du châssis et du corps du réservoir) → Sortie de la salle de sablage → Entrée dans la cabine de peinture 1 (apprêt du châssis et du réservoir) → Entrée dans la cabine de peinture 2 (couche intermédiaire du châssis) → Entrée dans la salle de séchage → Entrée dans la cabine de peinture 3 (couche de finition du châssis, couche de finition du réservoir) → Entrée dans la salle de séchage → Sortie de la ligne.
3. Plan d‘organisation général du processus
| Type de chambre | L × l × h (mètres) | Quantité |
|---|---|---|
| Taille maximale du conteneur-citerne | 9 × 2,6 × 2,7 | - |
| Salle de sablage | 12 × 5,4 × 5,4 | 1 |
| Cabine de peinture au pistolet | 12 × 5,4 × 5,4 | 3 |
| Chambre de séchage (four de séchage) | 11 × 5,4 × 4,5 | 2 |
| Éclairage de la chambre (facultatif) | 10 × 5,4 × 5,4 | 2 |
III. Exigences d‘exploitation et d‘entretien

La performance et la conformité à long terme des systèmes de sablage et de peinture dépendent fortement d‘un fonctionnement correct et d‘un entretien rigoureux. Les procédures suivantes sont essentielles pour optimiser la durée de vie des équipements, garantir la sécurité des travailleurs et assurer la conformité environnementale.
- Procédures opérationnelles standard (POS)
- Formation des travailleurs : Tout le personnel doit être pleinement formé aux procédures opérationnelles normalisées (PON) pour le sablage, la peinture, le démarrage/l’arrêt des équipements et les interventions d’urgence.
- Contrôles préalables à l‘utilisation : Avant chaque quart de travail, vérifiez la pression d‘alimentation en air, l‘état des abrasifs, le bon fonctionnement des ventilateurs et la propreté des luminaires.
- Pendant le fonctionnement : Surveillez les manomètres du dépoussiéreur et des filtres à brouillard de peinture pour vous assurer qu‘ils se situent dans la plage acceptable, indiquant une filtration et un débit d‘air efficaces.
- Arrêt après opération : Suivez la procédure d‘arrêt séquentiel spécifiée pour tous les équipements, en veillant à laisser un environnement de travail propre pour l‘équipe suivante.
- Programme d‘entretien régulier
- Buses de sablage : Remplacez rapidement les buses usées, car une usure excessive réduit considérablement l’efficacité du sablage et augmente la consommation d’air.
- Équipement de pulvérisation haute pression : Nettoyez et entretenez les pistolets et les pompes de pulvérisation conformément aux instructions du fabricant afin d‘éviter le colmatage et de garantir une qualité de revêtement constante.
- Tamisage et séparation : Vérifiez régulièrement l’unité de tamisage et de séparation des abrasifs pour assurer l’élimination efficace des fines et des contaminants, et maintenir la qualité de l’abrasif réutilisable.
- Convoyeur et élévateur : inspectez mensuellement le convoyeur à bande et l’élévateur à godets pour vérifier l’usure, la tension et l’alignement correct afin de prévenir les pannes mécaniques.
- Cartouches de dépoussiéreur : Surveillez la perte de charge à travers les cartouches filtrantes. Remplacez-les immédiatement dès que la perte de charge dépasse la limite spécifiée (par exemple, ce qui indique généralement une accumulation de poussière).
- Filtres à brouillard de peinture : inspectez et remplacez régulièrement (quotidiennement ou hebdomadairement, selon l’utilisation) les filtres à brouillard de peinture secs afin de maintenir un débit d’échappement adéquat et d’éviter la contre-pression du système.
- Remplacement/Nettoyage du filtre :
- Système de récupération des abrasifs :
- Usure des buses et des équipements :
- Conformité en matière de sécurité et d‘environnement
- Surveillance de la qualité de l‘air : Surveiller périodiquement la qualité de l‘air à l‘intérieur des cabines de sablage et de peinture, ainsi que les concentrations d‘émissions au niveau des cheminées d‘échappement, afin de confirmer la conformité aux normes nationales (par exemple, les normes GB mentionnées dans la section I).
- Équipements de protection individuelle (EPI) : Veillez à ce que tous les travailleurs utilisent les EPI requis, notamment le système respiratoire à adduction d’air dédié au sablage et les masques de ventilation appropriés pour la peinture. Entretenez et inspectez les EPI afin de détecter tout dommage.
- Sécurité incendie : inspectez et testez régulièrement tous les systèmes d’extinction et d’alarme incendie, en particulier dans les zones de pulvérisation et de séchage de peinture où les vapeurs de solvants présentent un risque plus élevé.
Mots clés : Conception de cabine de sablage, Conception de cabine de peinture, Technologie de revêtement de surface, Sablage de conteneurs-citernes, Peinture de structures métalliques, Principes de conception (Avancée, Praticité, Protection de l’environnement, Sécurité), Traitement par brouillard de peinture sèche, Système de dépoussiérage, Récupération des abrasifs, Ventilation et purification, Chambre de séchage (Four de polymérisation), Pulvérisation airless haute pression, Procédures opérationnelles standard (POS)
Mots-clés : #RevêtementIndustriel #FourDeSéchage #CabineDeSablage #TraitementDeSurface #CabineDePeintureAuPilon #RevêtementsProtecteurs #RécupérationAbrasifs #CollecteDePoussières #SécuritéIndustrielle




