 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtProjekt kabiny do piaskowania i lakierowania w układzie skrzynkowym
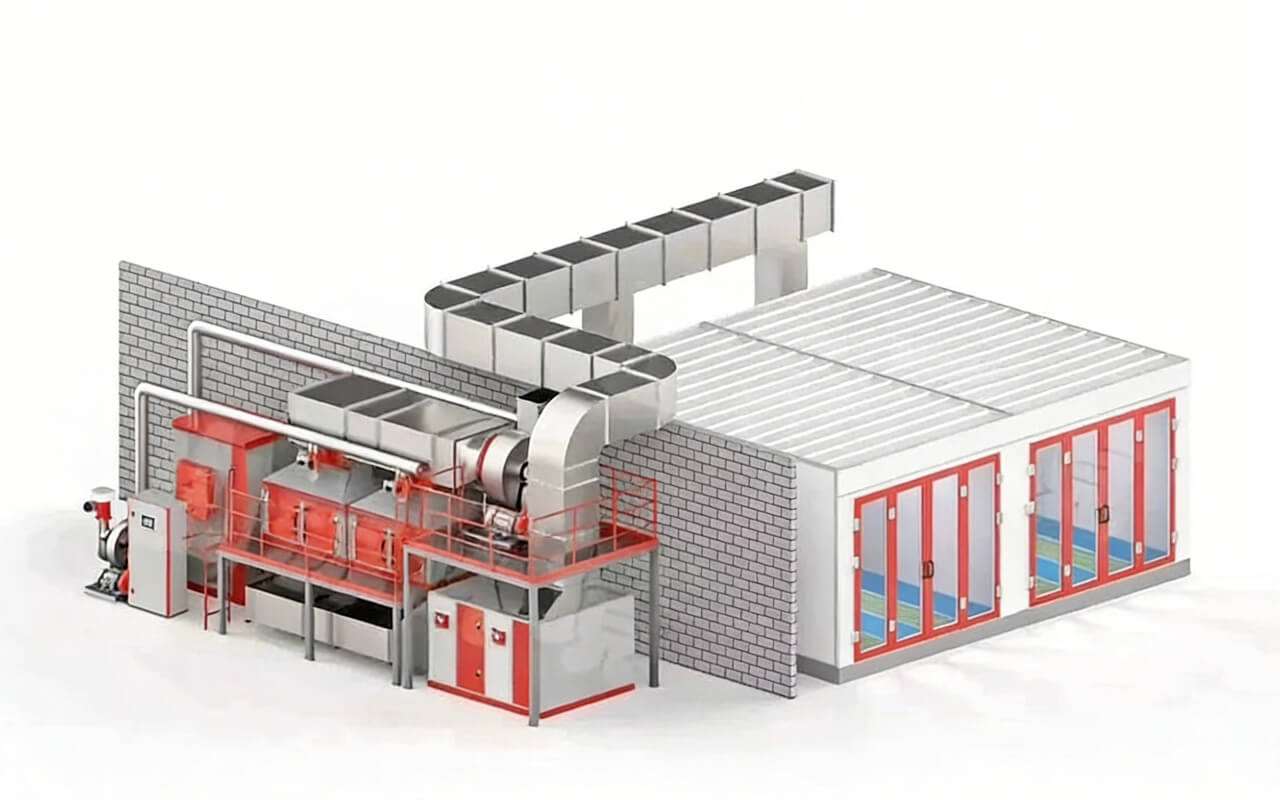
Projekt piaskowni i kabiny lakierniczej powinien odzwierciedlać współczesny poziom rozwoju technologii powłok, przy jednoczesnym zachowaniu zasady praktyczności. Cele projektowe to minimalizacja inwestycji, niskie koszty eksploatacji, minimalizacja konieczności konserwacji oraz najprostsza metoda obsługi.
I. Zasady projektowania

-
Postęp (przewaga technologiczna)
Projekt systemu i dopasowanie sprzętu powinny spełniać wymagania nowoczesnej produkcji, wykorzystując zaawansowane technologie i rozwiązania projektowe, tam gdzie pozwala na to budżet. Postęp odzwierciedla się przede wszystkim w wysokiej wydajności powlekania, wygodnym sterowaniu, dużej wydajności odpylania i niskiej emisji pyłu. System sterowania elektrycznego realizuje scentralizowane sterowanie za pośrednictwem szafy sterowniczej, oddzielnego sterowania urządzeniami, wyświetlacza stanu pracy oraz wyświetlacza alarmu bezpieczeństwa.
-
Praktyczność (użyteczność)
Projektując piaskownicę i kabinę lakierniczą, należy przede wszystkim uwzględnić łatwość obsługi. Praktyczność przekłada się przede wszystkim na niezawodność działania, niską awaryjność, prostą i wygodną konserwację oraz szybką wymianę części.
-
Ochrona środowiska (zrównoważony rozwój)
Systemy kabin do piaskowania i lakierowania generują duże ilości pyłu, mgły lakierniczej i rozpuszczalników. Konstrukcja musi zapobiegać przedostawaniu się tych zanieczyszczeń, zwłaszcza biorąc pod uwagę uszczelnienie drzwi głównych. Należy dołożyć starań, aby zminimalizować stężenie pyłu, mgły lakierniczej i rozpuszczalników wewnątrz kabiny oraz ograniczyć ich emisję. Powietrze do oddychania pracowników wykonujących piaskowanie musi być dostarczane ze specjalnie uzdatnionego powietrza. Ponadto należy podjąć wszelkie środki w celu ograniczenia hałasu.
-
Bezpieczeństwo
Ze względu na trudne warunki pracy i nieodłączne zagrożenia związane z nakładaniem powłok w przestrzeni zamkniętej, projekt systemu nakładania powłok, układ wnętrza pomieszczenia, konserwacja i naprawa mechanizmu przenośnika oraz projekt i rozmieszczenie instalacji elektrycznej muszą być rozpatrywane z punktu widzenia bezpieczeństwa. Projekt musi być ściśle zgodny z następującymi normami krajowymi:
-
GB7692 „Przepisy bezpieczeństwa dotyczące operacji powlekania – Bezpieczeństwo przemysłowe w zakresie wstępnej obróbki powłok”
-
GB7693 „Przepisy bezpieczeństwa dotyczące operacji powlekania – wentylacja i oczyszczanie w procesie wstępnej obróbki malowania”
-
GB__ „Zintegrowana norma emisji zanieczyszczeń powietrza w Chińskiej Republice Ludowej”
II. Projekt piaskowni i kabiny lakierniczej do zbiorników konstrukcyjnych stalowych

1. Główne wymagania i parametry procesu technicznego
| Parametr | Wymóg |
|---|---|
| Możliwości piaskowania/powlekania | 10–12 jednostek/dzień (40–48 min/jednostkę) |
| Stopień obróbki powierzchni | Sa2,5 |
| Stężenie pyłu na wylocie odpylacza (pomieszczenie czyszczące) | < 100 mg/m³ |
| System obróbki mgłą lakierniczą (kabina lakiernicza) | System filtrów suchych |
| Liczba warstw powłoki | 2–3 warstwy |
| Temperatura wewnętrzna suszarni (pieca do utwardzania) | 25°C–35°C |
| Stężenie emisji gazów rozpuszczalników organicznych | < 100 mg/m³ |
2. Przepływ procesu
a) Przepływ procesu w korpusie zbiornika ze stali nierdzewnej
Wciągnij na wózek → Wejście do piaskowni (ścieranie ramy) → Wyjście z piaskowni → Wejście do kabiny lakierniczej 1 (podkład ramy) → Wejście do kabiny lakierniczej 2 (pośrednia warstwa ramy, podkład korpusu zbiornika ze stali nierdzewnej) → Wejście do suszarni → Wejście do kabiny lakierniczej 3 (warstwa nawierzchniowa ramy, warstwa nawierzchniowa korpusu zbiornika ze stali nierdzewnej) → Wejście do suszarni → Wyjście z linii.
b) Przebieg procesu produkcji kontenera zbiornikowego ze stali węglowej
Wciągnij na wózek → Wejście do piaskowni (ścieranie ramy i korpusu zbiornika) → Wyjście z piaskowni → Wejście do kabiny lakierniczej 1 (podkład ramy i kontenera zbiornika) → Wejście do kabiny lakierniczej 2 (pośrednia warstwa ramy) → Wejście do suszarni → Wejście do kabiny lakierniczej 3 (warstwa nawierzchniowa ramy, warstwa nawierzchniowa kontenera zbiornika) → Wejście do suszarni → Wyjście z linii.
3. Ogólny plan układu procesu
| Typ pokoju | Dł. × Szer. × Wys. (metry) | Ilość |
|---|---|---|
| Maksymalny rozmiar kontenera zbiornikowego | 9 × 2,6 × 2,7 | - |
| Piaskowanie | 12 × 5,4 × 5,4 | 1 |
| Kabina lakiernicza | 12 × 5,4 × 5,4 | 3 |
| Suszarnia (piec do utwardzania) | 11 × 5,4 × 4,5 | 2 |
| Wyłączanie błysku w pomieszczeniu (opcjonalnie) | 10 × 5,4 × 5,4 | 2 |
III. Wymagania dotyczące eksploatacji i konserwacji

Długoterminowa wydajność i zgodność systemów piaskowania i natrysku lakierniczego w dużej mierze zależą od prawidłowej obsługi i rygorystycznej konserwacji. Poniższe procedury są niezbędne do maksymalizacji żywotności sprzętu, zapewnienia bezpieczeństwa pracowników i zachowania zgodności z przepisami ochrony środowiska.
- Standardowe Procedury Operacyjne (SOP)
- Szkolenie pracowników: Cały personel musi zostać w pełni przeszkolony w zakresie standardowych procedur operacyjnych (SOP) dotyczących piaskowania, malowania, uruchamiania/wyłączania sprzętu i reagowania w sytuacjach awaryjnych.
- Kontrole przed rozpoczęciem pracy: Przed każdą zmianą należy sprawdzić ciśnienie powietrza zasilającego, stan materiałów ściernych, działanie wentylatorów i czystość opraw oświetleniowych.
- Podczas pracy: Monitoruj manometry na odpylaczu i filtrach mgiełki lakierniczej, aby upewnić się, że mieszczą się one w dopuszczalnym zakresie, wskazując skuteczną filtrację i przepływ powietrza.
- Wyłączanie po zakończeniu pracy: Postępuj zgodnie z określoną procedurą sekwencyjnego wyłączania całego sprzętu, dbając o to, aby na następną zmianę pozostawić czyste środowisko pracy.
- Harmonogram regularnej konserwacji
- Dysze do piaskowania: Zużyte dysze należy niezwłocznie wymienić, ponieważ nadmierne zużycie znacznie zmniejsza wydajność piaskowania i zwiększa zużycie powietrza.
- Sprzęt do natrysku wysokociśnieniowego: Czyść i konserwuj pistolety natryskowe i pompy zgodnie z wytycznymi producenta, aby zapobiegać zatykaniu i zapewnić stałą jakość powłoki.
- Przesiewanie i separacja: Regularnie sprawdzaj jednostkę przesiewania i separacji materiału ściernego, aby zapewnić skuteczne usuwanie drobnych cząstek i zanieczyszczeń, zachowując jakość materiału ściernego nadającego się do ponownego użytku.
- Przenośnik taśmowy i podnośnik: Aby zapobiec awariom mechanicznym, należy co miesiąc sprawdzać przenośnik taśmowy i podnośnik kubełkowy pod kątem zużycia, naprężenia i prawidłowego ustawienia.
- Wkłady filtrujące: Monitoruj spadek ciśnienia na wkładach filtrujących. Wymień wkłady natychmiast, gdy spadek ciśnienia przekroczy określony limit (np. wskazując na nagromadzenie się pyłu).
- Filtry mgiełki lakierniczej: Regularnie (codziennie lub co tydzień, w zależności od intensywności użytkowania) należy sprawdzać i wymieniać suche filtry mgiełki lakierniczej, aby utrzymać właściwy przepływ spalin i zapobiec powstawaniu ciśnienia wstecznego w układzie.
- Wymiana/Czyszczenie filtra:
- System odzyskiwania ścierniwa:
- Zużycie dysz i sprzętu:
- Bezpieczeństwo i zgodność z przepisami ochrony środowiska
- Monitorowanie jakości powietrza: Okresowo monitoruj jakość powietrza wewnątrz kabin do piaskowania i lakierowania, a także stężenie emisji w kominach, aby potwierdzić zgodność z normami krajowymi (np. normami GB wymienionymi w Sekcji I).
- Środki Ochrony Indywidualnej (PPE): Upewnij się, że wszyscy pracownicy używają wymaganego PPE, w tym dedykowanego systemu oddechowego z dopływem powietrza do piaskowania oraz odpowiednich masek wentylacyjnych do malowania. Konserwuj i sprawdzaj PPE pod kątem uszkodzeń.
- Bezpieczeństwo przeciwpożarowe: Regularnie sprawdzaj i testuj wszystkie systemy przeciwpożarowe i alarmowe, zwłaszcza w obszarach, w których lakiernia jest natryskiwana i suszona, gdzie opary rozpuszczalników stanowią większe ryzyko.
Słowa kluczowe: Projekt kabiny do piaskowania, Projekt kabiny lakierniczej, Technologia powlekania powierzchni, Śrutowanie zbiorników-kontenerów, Malowanie konstrukcji stalowych, Zasady projektowania (postęp, praktyczność, ochrona środowiska, bezpieczeństwo), Obróbka suchą mgłą lakierniczą, System odpylania, Odzysk ścierniwa, Wentylacja i oczyszczanie, Suszarnia (piec do utwardzania), Natrysk bezpowietrzny pod wysokim ciśnieniem, Standardowe procedury operacyjne (SOP)
Hashtagi: #PowłokiPrzemysłowe #PiecUtwardzający #Kabina do Piaskowania #ObróbkaPowierzchni #KabinaLakierniczaNatryskowa #PowłokiOchronne #OdzyskiwanieŚcierni #ZbieraniePyłu #BezpieczeństwoPrzemysłowe




