 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtDer Einfluss von Temperatur und Luftfeuchtigkeit auf den Auftrag und die Filmqualität von wasserbasierten Farben
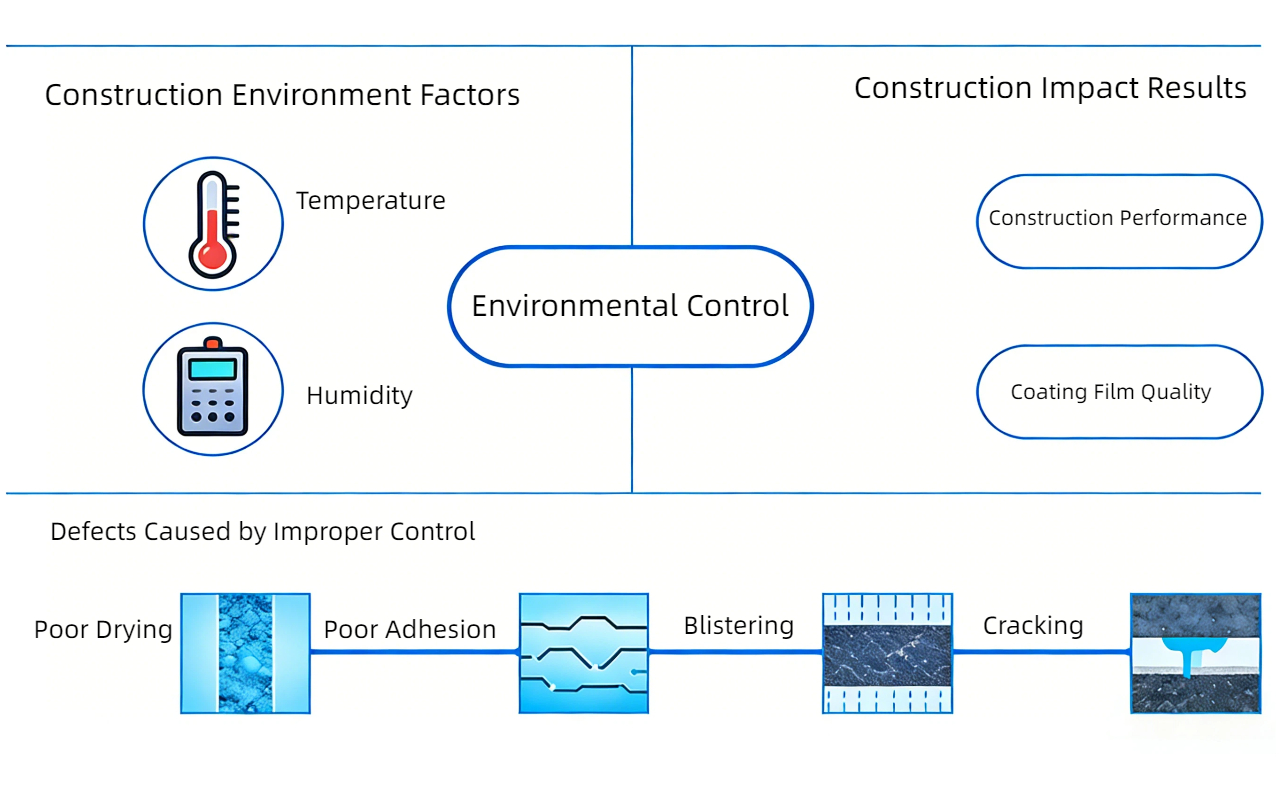
Die Leistungsfähigkeit und die endgültige Oberflächenqualität von wasserbasierten Beschichtungen hängen maßgeblich von der Umgebungstemperatur und -feuchtigkeit während der Verarbeitung ab. Unsachgemäße Umgebungsbedingungen können zu gravierenden Mängeln wie mangelhafter Trocknung, schwacher Haftung, Blasenbildung und Rissbildung führen.

Wesentliche Faktoren: Temperatur und Luftfeuchtigkeit
Die Umgebungsbedingungen bestimmen zwei entscheidende Prozesse: die Verdunstung von Feuchtigkeit und filmbildende chemische Reaktionen.
1. Die Rolle der Temperatur
-
Optimaler Bereich: Im Allgemeinen zwischen 10°C und 35°C.
Niedrige Temperaturen (< 5-10 °C):
-
Die Verdunstung verlangsamt sich deutlich, wodurch das Austrocknen der Farbe verhindert wird.
-
Wenn die Temperatur unter die minimale Filmbildungstemperatur (MFFT) fällt, kann die Polymeremulsion nicht zu einem durchgehenden, dichten Film verschmelzen.
-
Bei Zweikomponenten-Beschichtungen (z. B. wasserbasiertem Epoxid- oder Polyurethanlack) kann sich die chemische Aushärtung verlangsamen oder vollständig zum Erliegen kommen.
Hohe Temperaturen (> 35 °C):
-
Durch die blitzartige Verdunstung bildet sich an der Oberfläche eine Art "Hautüberzug", während die Feuchtigkeit im Inneren eingeschlossen bleibt, was zu Blasenbildung und Rissen führt.
-
Durch zu schnelles Trocknen der Farbe entsteht ein ungleichmäßiger Farbauftrag, wodurch Pinselstriche und Nadellöcher entstehen.
2. Die Rolle der Luftfeuchtigkeit
-
Optimaler Bereich: Die ideale relative Luftfeuchtigkeit (RH) liegt zwischen 40 % und 80 %.
Hohe Luftfeuchtigkeit (RH > 80-85 %):
-
Die Luftsättigung verhindert die Verdunstung und verlängert so die Trocknungszeiten.
-
Durch eingeschlossenes Kondenswasser entstehen Poren im Film, wodurch die Korrosionsbeständigkeit und die mechanische Festigkeit drastisch reduziert werden.
-
In Polyurethanen reagieren Isocyanate mit Feuchtigkeit unter Bildung von CO₂, wodurch mikroskopisch kleine Poren entstehen.
Niedrige Luftfeuchtigkeit (relative Luftfeuchtigkeit < 40 %):
-
Extrem hohe Trocknungsgeschwindigkeiten verhindern ein Verlaufen der Beschichtung, was zu geringem Glanz und verminderter Haftung führt.
Der entscheidende Indikator: Taupunkt
Bei Arbeiten im Freien oder in Umgebungen mit schwankenden Bedingungen ist der Taupunkt wichtiger als Temperatur oder Luftfeuchtigkeit allein. Er bezeichnet die Temperatur, bei der Wasserdampf zu flüssigem Wasser kondensiert.
Die goldene Regel: Die Substratoberflächentemperatur muss mindestens 3 °C höher sein als der aktuelle Lufttaupunkt.
Warum? Befindet sich die Oberfläche im Bereich des Taupunkts, bildet sich ein unsichtbarer Wasserfilm auf dem Untergrund. Eine Beschichtung über dieser Feuchtigkeit schließt Wasser unter der Farbe ein, was unweigerlich zu Haftungsverlust, Blasenbildung und Flugrost führt.
Wichtige Kontrollpunkte für eine erfolgreiche Anwendung
Konsequente Überwachung: Verwenden Sie Hygrometer und Taupunktmessgeräte vor, während und nach der Anwendung.
-
Klimatisierung: Nutzen Sie Klimaanlagen, Luftentfeuchter oder Heizgeräte, um den vorgegebenen Temperaturbereich aufrechtzuerhalten.
-
Untergrundvorbereitung: Stellen Sie sicher, dass das Metall oder Holz sauber, trocken und auf der richtigen Temperatur ist.
-
Anpassungstechnik: Bei suboptimalen Bedingungen sollten mehrere dünne Schichten anstelle einer dicken Schicht aufgetragen werden, um ein gründliches Durchtrocknen zu gewährleisten.
Zusammenfassung: Für optimale Ergebnisse mit wasserbasierten Beschichtungen ist eine präzise Kontrolle von Temperatur, Luftfeuchtigkeit und Taupunkt erforderlich. Konsultieren Sie stets das Technische Datenblatt (TDS) und führen Sie vor der Serienproduktion eine Testfläche durch.
Schlüsselwörter: Wasserbasierte Beschichtungen, Industrielackierung, Lackfilmfehler, Taupunktberechnung, Beschichtungsqualitätskontrolle, ShengTai Lackieranlagen.
#Wasserlacke #Pulverbeschichtung #Industrielackierung #Oberflächenveredelung #Fertigungsexzellenz #ShengTaiEquipment #Qualitätskontrolle #Lackiertipps




