 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtLigne de production de revêtement électrophorétique cathodique pour pare-chocs automobiles
ST-EC-AB2320







Prix: USD100,000~300,000
Demander un devis PDF
La technologie britannique HAYTON combinée à la technologie FAW (China First Automobile Works) est adoptée
On utilise une cuve d'électrophorèse cathodique à passage continu de type navire
La cuve d'électrophorèse est fabriquée à partir de plaques de PP renforcées épaissies de δ15.
Un procédé de pulvérisation en quatre étapes est appliqué après l'électrophorèse pour assurer la récupération complète de la peinture électrophorétique, atteignant un taux de récupération supérieur à
◆ Des plateformes de travail et des salles étanches à la poussière sont installées de part et d'autre de la cuve d'électrophorèse ;
◆ La section de rinçage par pulvérisation post-électrophorèse est équipée d'une cabine en tôle d'acier inoxydable ; ◆
Tous les réservoirs de stockage de la solution post-électrophorèse sont en plaques de polypropylène ;
◆ La hauteur totale des réservoirs post-électrophorèse est de 2 900 mm, soit 100 mm de plus que la cuve d'électrophorèse. Cette conception permet aux réservoirs UF1, UF2 et autres de déborder librement, facilitant ainsi la gestion et le réglage de la solution de bain. La solution UF0 est pulvérisée directement sur le réservoir d'électrophorèse auxiliaire.
Solutions de revêtement pour l'industrie

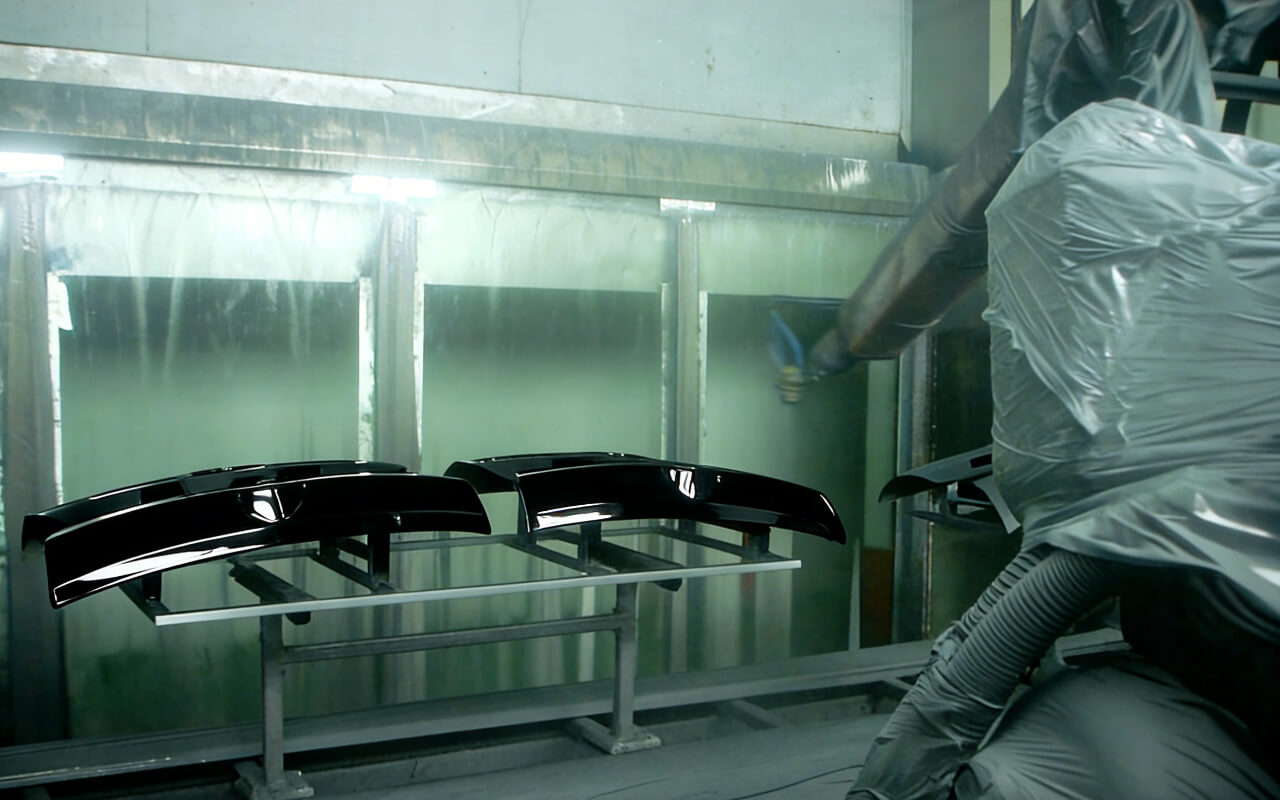
Ligne de revêtement électrophorétique pour pare-chocs automobiles
Application
Cette ligne de production de revêtement électrophorétique (E-coat) est conçue pour le revêtement des boîtiers de batteries automobiles, offrant une surface solide et durable qui résiste efficacement à la corrosion et aux conditions environnementales difficiles.
Résumé du projet
De la phase initiale à la livraison finale, nous avons travaillé en étroite collaboration avec le client afin de bien comprendre ses besoins techniques et opérationnels. Chaque section de la ligne de production a été conçue avec précision en fonction de la configuration réelle du site, grâce à des plans détaillés élaborés et optimisés à plusieurs reprises jusqu‘à la validation d‘une ligne de revêtement électrophorétique complète et fonctionnelle. La fabrication a été réalisée dans le strict respect des plans approuvés, avec des procédures de contrôle qualité rigoureuses et un suivi régulier de l‘avancement des travaux. Après l‘expédition, notre équipe technique s‘est rendue sur place pour superviser l‘installation et assurer l‘assistance opérationnelle. Après six mois d‘installation, de tests et de mise en service minutieux, le projet a été achevé dans les délais impartis, tous les systèmes fonctionnant de manière fiable et conformément aux spécifications.
Procédé de revêtement électrolytique
Le revêtement électrophorétique, également appelé dépôt électrophorétique (DEP), électrodéposition, électrodéposition cathodique ou peinture électrophorétique, est une méthode de traitement de surface qui consiste à immerger des pièces métalliques dans un bain de peinture à base d‘eau. Sous l‘effet d‘un courant électrique, les particules de peinture migrent vers la surface du métal et forment un revêtement uniforme, dense et très résistant.
Solutions personnalisées et devis
Pour une conception sur mesure, contactez-nous. Nous proposons des solutions de lignes de production de revêtement personnalisées selon les spécifications de votre produit, vous permettant d‘optimiser la productivité, les performances de revêtement et la qualité globale.
Paramètres du procédé de revêtement électrophorétique
| Non | Article | Configuration détaillée |
| 1 | Type de processus | Type à immersion totale |
| 2 | Durée du traitement | 3,0 min |
| 3 | Longueurs des sections | Section d‘entrée : 5,00 m ; Section de traitement : 9,00 m ; Section de sortie : 5,80 m ; Longueur totale : 19,80 m |
| 4 | Température | 25–35 °C |
| 5 | Dimensions du stand | L 19,80 × l 2,76 × H 6,15 m ; hauteur des pieds : 2,15 m |
| 6 | Plateforme d‘exploitation | L 19,80 × l 0,70 × H 2,20 m ; hauteur des pieds : 2,15 m |
| 7 | Matériels |
Cuve de revêtement électrophorétique : plaque en PP renforcée de 15 mm de diamètre ; châssis : tube en acier rectangulaire de 160 × 80 × 4 mm
Enceinte étanche à la poussière : cadre en tube carré galvanisé 50 × 50 × 3 mm ; panneaux muraux et de toit en tôle d’acier inoxydable SUS304 de 0,80 mm d’épaisseur ; fenêtres en verre de 5 mm d’épaisseur Plateforme d‘opération : cadre de support en tube carré galvanisé de 50 mm ; passerelle en tôle d‘acier à damier de 2,5 mm de diamètre. |
| 8 | Pompes d‘agitation pour revêtement électrophorétique | HCZ100-80-315 ; vitesse : 1 450 tr/min ; puissance : 15,0 kW ; quantité : 2 unités ; type horizontal (fonctionnement partagé) |
| 9 | Toute la tuyauterie | Avant l‘échangeur de chaleur à plaques : tuyaux en PPR ; après l‘échangeur de chaleur à plaques : tuyaux en PVC |
| 10 | Buses de pulvérisation à agitation | Buses Venturi G90 : 39 unités ; G40 : 5 unités ; total : 14 rangées |
| 11 | Unité d‘ultrafiltration | SUF-1200 ; fabrication nationale ; membranes Hydranautics (États-Unis) |
| 12 | Unité de refroidissement et de chauffage | Unité de chauffage et de refroidissement de 40 CV ; fabriquée par Angus (Hong Kong) ; puissance de chauffage : 72 kW |
| 13 | Redresseur | 400 A / 300 V |
| 14 | Tuyaux d‘anode | Longueur utile : 2 000 mm ; longueur totale : 2 600 mm ; quantité totale : 30 ensembles |
| 15 | Filtres à sac en acier inoxydable | RB-4AL ; 2 unités |
| 16 | Échangeur de chaleur à plaques en acier inoxydable | Surface d‘échange thermique : 20,0 m² ; modèle : BR0.2T |
| 17 | Système anolyte | Réservoir, pompes et tuyauterie en plaques de PP et tuyaux en UPVC |
| 18 | Système d‘eau pure | Capacité : 3 tonnes ; 1 unité ; équipée de deux réservoirs d‘eau pure ; osmose inverse monophasée |
| 19 | Alimentation de secours | Fourni par le client |





