English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSolutions innovantes de prétraitement automobile
ST-LCP2000







Prix: USD10000~30000
Demander un devis PDF
Utilisation efficace des ressources : La filtration continue des liquides de traitement réduit considérablement la consommation de produits chimiques et d'eau douce.
Technologie éprouvée : Parmi nos solutions efficaces, citons le procédé de trempage rotatif ShengTai® et notre système de contrôle d’anode optimisé.
Conception du système : Dès la phase de planification initiale, nous privilégions des configurations très flexibles et compactes, à faibles coûts d’exploitation.
Optimisation des procédés : Nous utilisons des stratégies transversales pour débloquer de nouvelles améliorations en matière d'efficacité énergétique et de qualité finale du revêtement.
Le processus de peinture automobile initial comprend deux étapes fondamentales qui préparent et protègent la carrosserie :
1. Étape 1 : Prétraitement
– Cette première étape consiste à nettoyer et dégraisser soigneusement la carrosserie, puis à appliquer généralement une couche de phosphate afin d’obtenir une surface idéale pour les couches de peinture suivantes.
2. Étape 2 : Électro-revêtement (E-Coat)
– Un primaire anticorrosion est appliqué par immersion complète de la carrosserie dans un bain conducteur. Cette méthode d’immersion garantit une couverture intégrale, y compris de toutes les cavités et parties internes.
Ces procédés reposent sur des technologies avancées et adaptables, conçues pour une efficacité et une performance optimales.
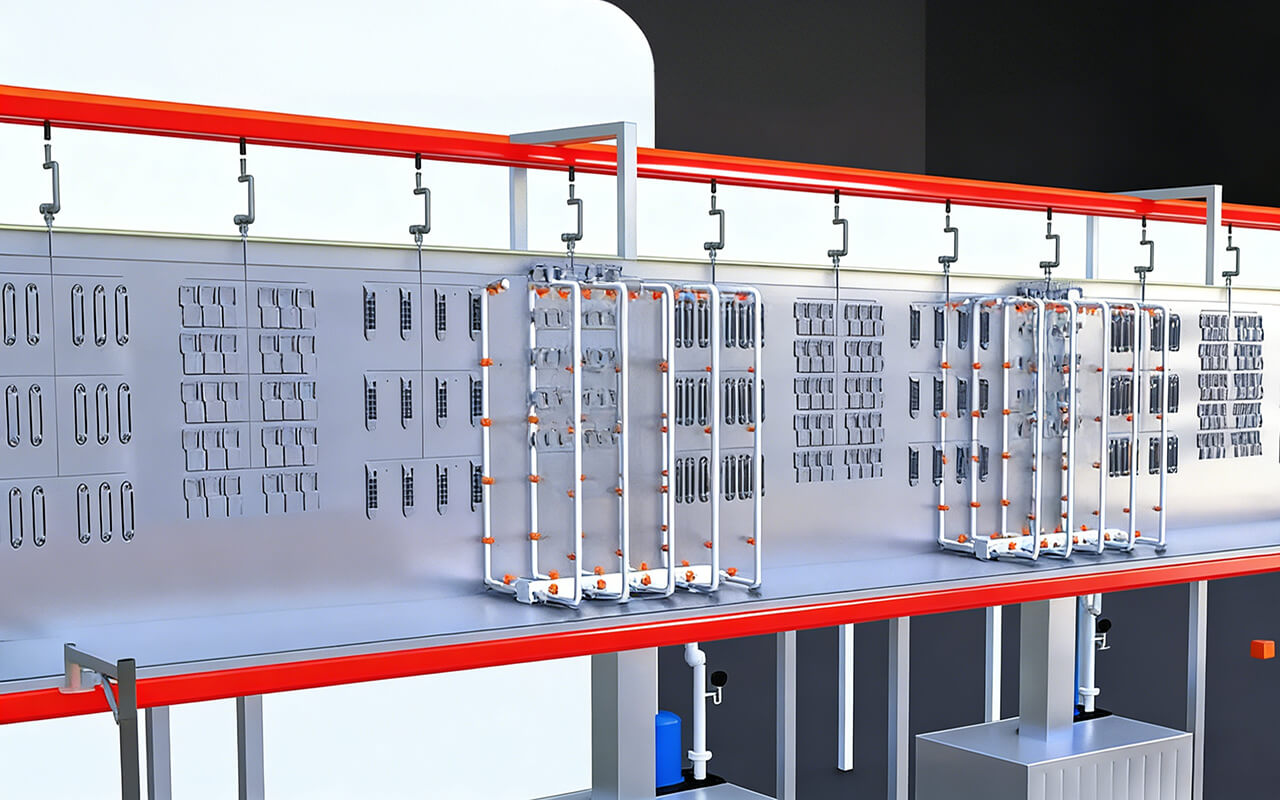
Solutions de revêtement pour l'industrie
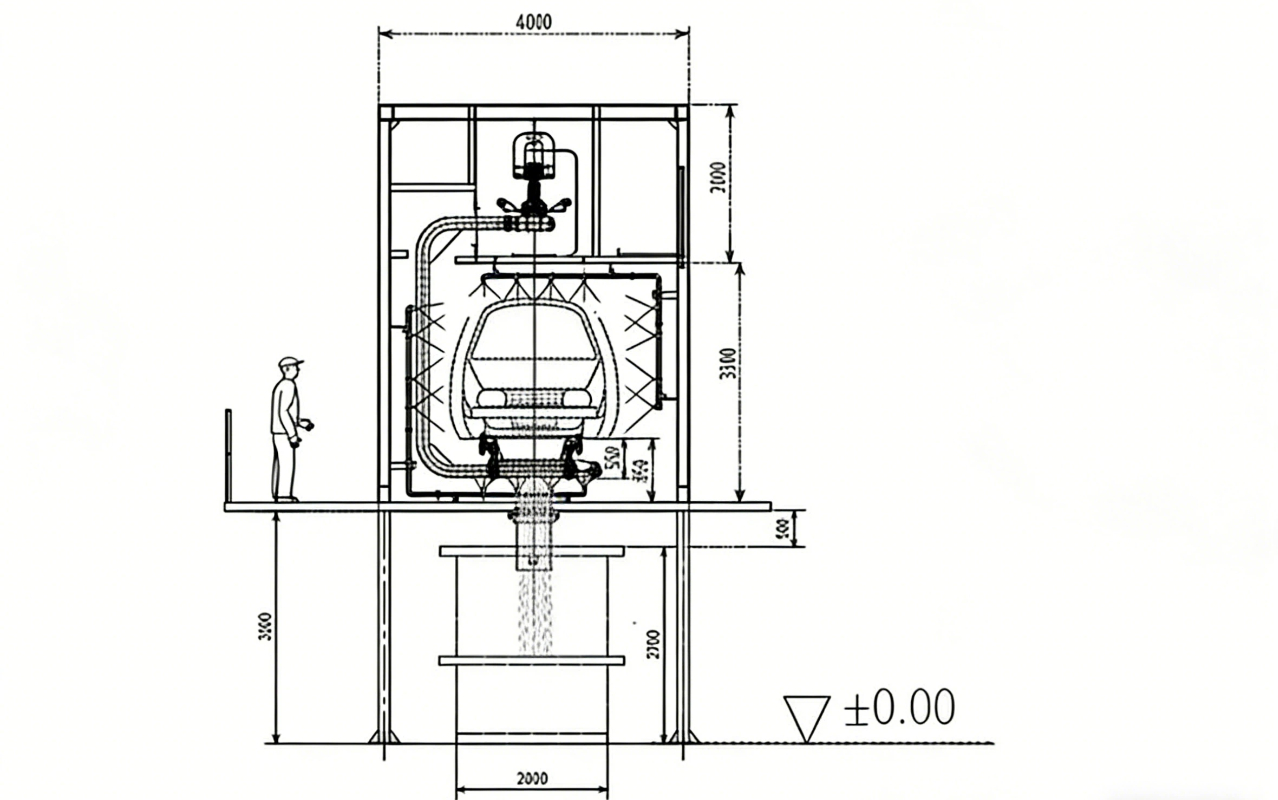
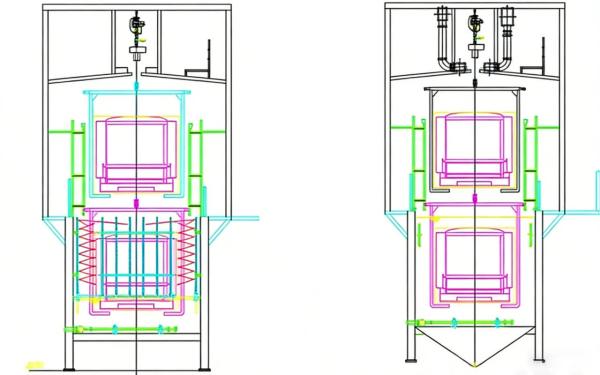
diagramme de section transversale de pulvérisation de prétraitement
Le prétraitement est la base du processus de peinture et a un impact significatif sur la qualité finale du revêtement. Les principales étapes comprennent le dégraissage, le décapage, la phosphatation et la passivation.
• Le dégraissage est l‘étape fondamentale. Si l‘huile et la graisse ne sont pas complètement éliminées de la surface de la pièce, toutes les étapes suivantes seront inefficaces.
Le décapage est principalement utilisé pour éliminer la calamine des tôles d‘acier laminées à chaud. En peinture automobile, il est surtout appliqué aux châssis et aux roues. Cependant, le décapage peut engendrer une pollution importante dans l‘atelier et doit être évité autant que possible ; le grenaillage peut être utilisé comme alternative. Il ne doit jamais être utilisé sur les carrosseries.
• La phosphatation est une étape cruciale, car elle améliore à la fois l‘adhérence de la surface de la pièce et la résistance à la corrosion du revêtement électrophorétique.
La passivation contribue à stabiliser la qualité du film de phosphate. Cependant, en raison de la forte pollution de l‘eau causée par les ions chrome et de la complexité du traitement, elle est rarement utilisée.
• Le grenaillage est également une méthode de prétraitement, généralement adaptée pour éliminer la calamine et la rouille des plaques, sections et pièces moulées en acier plus épaisses.
| Paramètres du processus de prétraitement pour la carrosserie automobile | ||||||
| Étape | Nom du processus | Fonction | Temps (s) | Remarques | Température (°C) | Méthode |
| 1 | Rinçage par inondation | Éliminer les contaminants, chauffer le corps | 60 | Peut être omis si le corps est propre | - | Pulvérisation |
| 2 | Pré-dégraissage | Retirer l‘huile des panneaux extérieurs, chauffer le corps | 60–120 | La solution dégraissante peut être fournie à partir de l‘eau du premier rinçage. | 50–55 | Pulvérisation |
| 3 | dégraissage | Enlever l‘huile et la graisse | 120–180 | Utilisez un nettoyant contenant du silicate de sodium, du phosphate, un tensioactif, etc., pour éliminer l‘huile de tout le corps. | 55–65 | Immersion |
| 4 | Rinçage n°1 | Enlever le dégraissant, refroidir le corps | 30–60 | Eau du robinet ; renouvelée à partir du rinçage n° 2 par trop-plein ou prérinçage | Température ambiante (de préférence basse) | Pulvérisation |
| 5 | Rinçage n°2 | Enlever le dégraissant, refroidir le corps | Plongez et sortez | Remplir continuellement d‘eau du robinet (jet d‘eau) ; maintenir la température corporelle en dessous de 40 °C | Température ambiante (de préférence basse) | Immersion |
| 6 | Conditionnement de surface | Activation alcaline, formation de sites de nucléation | 60 | Utiliser un conditionneur contenant du titanate, du phosphate, etc., sur une surface en acier légèrement alcaline. | Température ambiante | Immersion |
| 7 | Phosphatation | Former un revêtement phosphaté | 180 | Utiliser une solution ternaire de phosphate de zinc avec des accélérateurs pour former une couche de phosphate cristalline par réaction chimique. | 45–50 | Immersion |
| 8 | Rinçage n°3 | Éliminer la solution de phosphate | 30–60 | Eau du robinet ; renouvelée par trop-plein ou prérinçage à partir du rinçage n° 2 ; élimine spécifiquement les boues phosphatées | Température ambiante | Pulvérisation |
| 9 | Rinçage n°4 | Éliminer la solution de phosphate | Plongez et sortez | Eau du robinet, ou renouvelée à partir de l‘étape 11 (rinçage à l‘eau déminéralisée) par débordement ou prérinçage | Température ambiante | Immersion |
| 10 | Rinçage DI | Éliminer les impuretés ioniques | Plongez et sortez | Remplir avec de l‘eau déminéralisée | Température ambiante | Immersion |
| 11 | Rinçage DI frais | rinçage final | 10–20 | Conductivité de l‘eau de goutte à goutte ≤ 30 µS/cm | Température ambiante | Pulvérisation |