English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng Việtsystème de prétraitement par revêtement liquide
ST-LC-PT







Prix: USD1000~20000
Demander un devis PDF
Le processus est complet et crucial : l'étape de prétraitement vise à éliminer complètement divers contaminants (tels que l'huile, la rouille et la poussière) de la surface de la pièce.
Solutions techniques diversifiées et automatisées : Nous proposons diverses méthodes de prétraitement, du prétraitement manuel au prétraitement automatisé (y compris la pulvérisation automatisée et le
Nous accordons une grande importance à la sécurité et à la protection de l'environnement : nous avons établi des réglementations strictes concernant l'approvisionnement, le stockage, l'utilisation et
L'accent est mis sur l'intégration des procédés et le traitement de séchage : le procédé de phosphatation/passivation pour la prévention de la rouille après prétraitement est souligné, ainsi que diver
Équipement de peinture ShengTai : L’étape de prétraitement de la ligne de peinture consiste à nettoyer intégralement la surface de la pièce afin d’éliminer les contaminants tels que l’oxydation, la rouille, l’huile, la poussière et autres impuretés. Ceci garantit une adhérence optimale du revêtement en poudre ou de la peinture sur la surface métallique, améliorant ainsi la qualité de la pièce et prolongeant sa durée de vie.
Solutions de revêtement pour l'industrie
système de prétraitement par revêtement liquide

Équipement de peinture ShengTai : L’étape de prétraitement de la ligne de peinture consiste à nettoyer intégralement la surface de la pièce afin d’éliminer les contaminants tels que l’oxydation, la rouille, l’huile, la poussière et autres impuretés. Ceci garantit une adhérence optimale du revêtement en poudre ou de la peinture sur la surface métallique, améliorant ainsi la qualité de la pièce et prolongeant sa durée de vie.
Étape essentielle du prétraitement en ligne de peinture, le nettoyage consiste à éliminer soigneusement divers contaminants (lubrifiants, émulsifiants, graisses, traces de transpiration, etc.) et la poussière de la surface de la pièce, garantissant ainsi une surface propre et prête à recevoir le revêtement. Ce procédé assure non seulement une adhérence optimale du revêtement, mais constitue également un élément crucial de nos équipements de pointe pour le revêtement liquide et la protection anticorrosion, garantissant une protection et une durabilité accrues à vos produits.
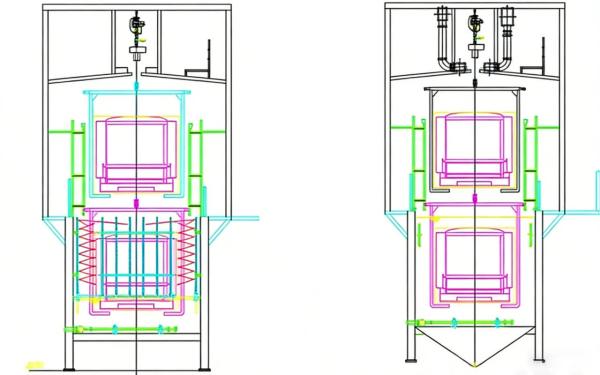
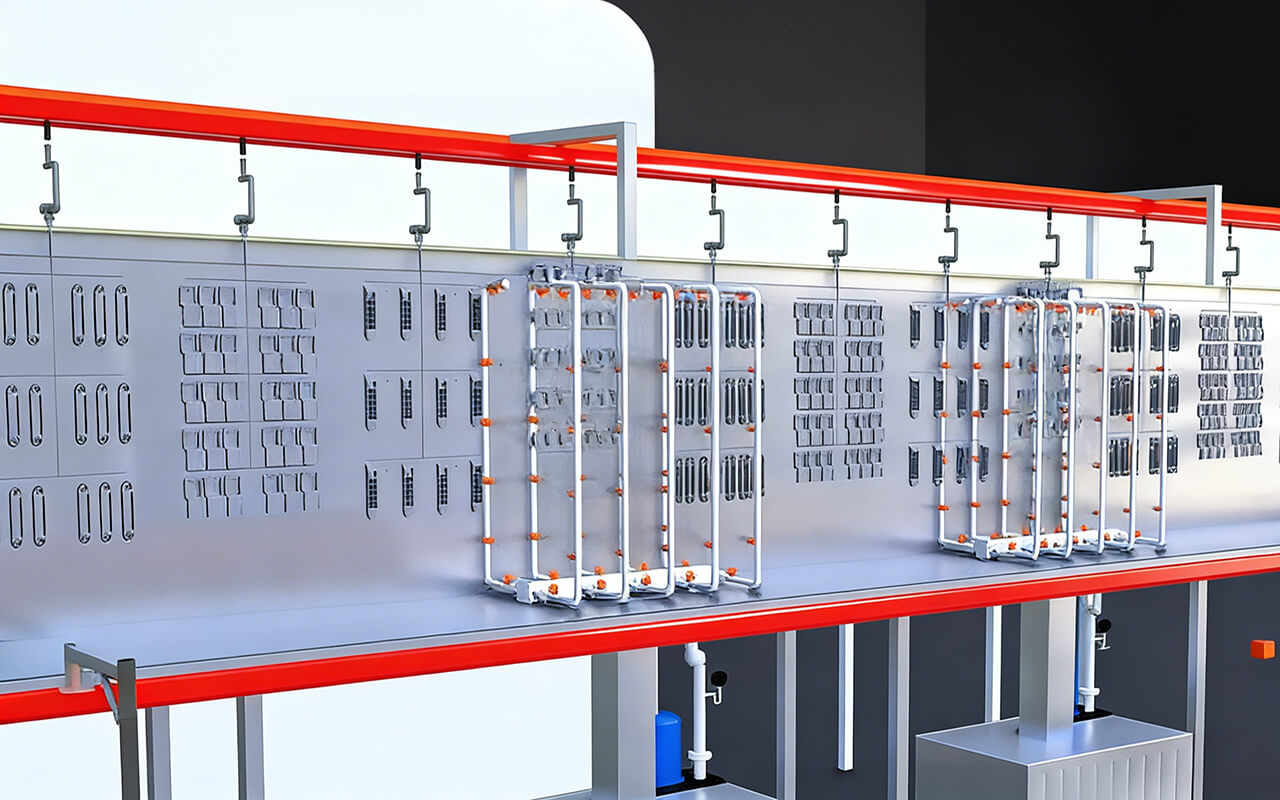
(1) Production de l‘étape de prétraitement dans la ligne de revêtement
Le prétraitement comprend soit des procédés manuels simples, soit des procédés automatisés. Ces derniers se divisent en pulvérisation automatique et en pulvérisation par immersion automatique. Avant le revêtement en poudre, les pièces doivent subir un traitement de surface pour éliminer l‘huile et la rouille. Cette étape utilise diverses solutions chimiques, principalement des antirouilles, des dégraissants, des conditionneurs de surface et des agents de phosphatation.
Lors de la phase de prétraitement ou en atelier d‘une ligne de revêtement, il est essentiel d‘établir les protocoles nécessaires à l‘approvisionnement, au transport, au stockage et à l‘utilisation des acides et bases forts. Les travailleurs doivent être équipés des équipements de protection individuelle indispensables, ainsi que de conteneurs, d‘outils de manutention et de matériel de mélange sûrs et fiables. Des procédures d‘intervention d‘urgence et des méthodes de sauvetage en cas d‘accident doivent également être mises en place. Par ailleurs, la phase de prétraitement générant des effluents gazeux et liquides, ainsi que d‘autres polluants, des mesures de protection de l‘environnement sont indispensables. Celles-ci comprennent l‘installation de systèmes d‘extraction, de drainage et d‘équipements de traitement des déchets.
La qualité des pièces prétraitées peut varier en fonction des solutions de prétraitement et des procédés spécifiques d‘application du revêtement liquide. Pour les pièces bien traitées, où l‘huile et la rouille de surface sont complètement éliminées, un traitement de phosphatation ou de passivation est généralement appliqué peu après le prétraitement afin de prévenir une réapparition rapide de la rouille. Avant le revêtement en poudre, les pièces phosphatées doivent être séchées pour éliminer toute trace d‘humidité superficielle. Pour les petites séries ou les productions unitaires, on utilise couramment le séchage à l‘air libre, au soleil ou par soufflage. Pour la production en série sur les chaînes de montage, on emploie généralement une cuisson à basse température dans des fours ou des tunnels de séchage.
ShengTai Painting Equipment est spécialisée dans la fourniture d‘équipements de revêtement liquide de pointe et de solutions complètes d‘équipements anticorrosion, garantissant des processus de prétraitement efficaces, sûrs et conformes aux normes environnementales pour votre ligne de revêtement.
| Étapes du processus | objectif principal | Méthode de fonctionnement et paramètres clés | Référence de taille d‘équipement |
| 1. Rinçage à l‘eau à haute pression | Commencez par éliminer les impuretés telles que l‘huile, la limaille de fer et les scories de soudure de la surface de la pièce. | On utilise des pistolets ou des dispositifs de pulvérisation à haute pression, avec une pression d‘eau généralement comprise entre 0,15 et 0,3 MPa. | Le diamètre de la buse du pistolet à peinture est généralement de 1,5 à 3 mm ; l‘espacement des tuyaux de pulvérisation est ajusté en fonction de la taille de la pièce à travailler et est généralement de 0,5 à 1 m. |
| 2. Pré-dégraissage | Enlever la majeure partie de l‘huile et de la graisse en vue du dégraissage ultérieur. | Pulvérisation partielle et immersion ou pulvérisation complète, température 50–60℃, durée 1–3 minutes. | La longueur du bac de prédégraissage est déterminée en fonction de la longueur de la pièce à usiner, généralement de 3 à 5 m, la largeur est de 1 à 2 m et la profondeur est de 0,5 à 1 m. |
| 3. Dégraissage | Pour éliminer complètement la graisse, on utilise souvent des agents dégraissants alcalins. | Immerger ou vaporiser à une température de 55 à 65 °C pendant 3 à 5 minutes. | Le bac de dégraissage a des dimensions similaires à celles du bac de prédégraissage, avec une longueur de 3 à 6 m, une largeur de 1 à 2 m et une profondeur de 0,5 à 1 m. |
| 4. Laver à l‘eau (1 à 2 fois) | Rincez tout liquide résiduel après le dégraissage afin d‘éviter toute contamination des processus ultérieurs. | Utilisez l‘eau de débordement pour laver ou vaporiser, à température ambiante, pendant 0,5 à 2 minutes. | Le réservoir de lavage mesure 2 à 4 m de long, 1 à 1,5 m de large et 0,5 à 1 m de profondeur ; la hauteur de l‘orifice de trop-plein est généralement de 1/3 à 1/2 de la hauteur du réservoir. |
| 5. Réglage de la table | Ajuster la microstructure de la surface de la pièce à usiner afin de favoriser la formation uniforme du film de phosphatation. | Faire tremper pendant 0,5 à 2 minutes à un pH de 7,5 à 10,0. | La rainure de jauge mesure 2 à 3 m de long, 1 à 1,5 m de large et 0,5 à 1 m de profondeur. |
| 6. Phosphatation | Un film de conversion au phosphate se forme à la surface de la pièce, ce qui améliore l‘adhérence du revêtement et la résistance à la corrosion. | Immerger ou vaporiser à une température de 35 à 55 °C pendant 3 à 10 minutes. | Le réservoir de phosphatation mesure 3 à 5 m de long, 1 à 2 m de large et 0,5 à 1 m de profondeur ; l‘espacement des buses pendant la phosphatation par pulvérisation est de 0,5 à 1 m. |
| 7. Laver à l‘eau après phosphatation | Éliminer les résidus de solution de phosphatation pour prévenir la corrosion. | Utilisez l‘eau de débordement pour laver ou vaporiser, à température ambiante, pendant 0,5 à 2 minutes. | Semblable au réservoir de lavage précédent, il mesure 2 à 4 m de long, 1 à 1,5 m de large et 0,5 à 1 m de profondeur. |
| 8. Séchage | Éliminer l‘humidité de la surface de la pièce à travailler afin de la préparer à la peinture. | Séchage au four ou à l‘air libre. La température de cuisson est généralement de 60 à 80 °C et la durée de 10 à 30 minutes. | La longueur de la chambre de séchage est déterminée en fonction de la longueur de la pièce à usiner, généralement de 5 à 10 m, la largeur est de 2 à 3 m et la hauteur est de 2 à 3 m. |