 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
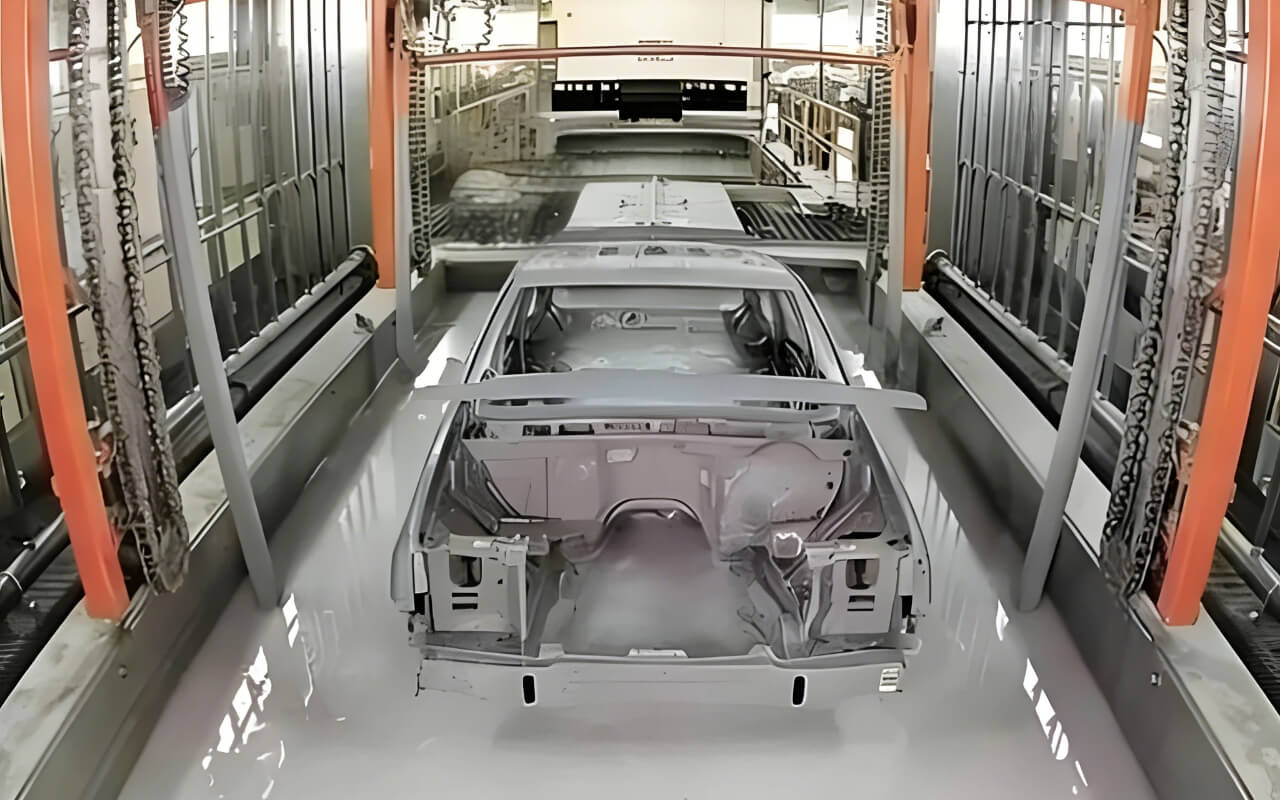
Tiếng ViệtPrétraitement pour le revêtement électrophorétique cathodique des pare-chocs automobiles
ST-P2320





Prix: USD5000~10000
Demander un devis PDF
Un procédé de traitement entièrement par pulvérisation est adopté afin d'utiliser efficacement l'espace de production.
Un rinçage à contre-courant en plusieurs étapes est utilisé après le dégraissage et le revêtement de conversion céramique, ce qui améliore la qualité du nettoyage tout en économisant l'eau.
Les tubes de pulvérisation sont équipés d'un système de régulation de pression à deux étages, assurant un débit plus stable des buses de pulvérisation.
Des raccords rapides sont utilisés entre les tuyaux de la colonne montante de pulvérisation et les canalisations principales, ce qui facilite l'installation et la maintenance.
Équipements de prétraitement et système d'eau pure.
Les équipements de prétraitement comprennent 8 étapes de traitement, 8 systèmes de pulvérisation, 8 réservoirs de stockage de solution de pulvérisation, 8 pompes de circulation de pulvérisation et 3 systèmes de chauffage.
Configuration principale des équipements :
1. Cabine de pulvérisation : 1 ligne ;
2. Systèmes de tuyauterie de pulvérisation : 8 ensembles ; 3.
Réservoirs de stockage de solution de pulvérisation : 8 unités
; 4. Pompes de pulvérisation : 8 unités
; 5. Systèmes d'extraction : 2 unités ; portes et plateformes d'inspection : 1 ensemble ; escaliers d'accès : 2 ensembles ;
6. Systèmes de chauffage : 3 ensembles ; échangeurs de chaleur en acier inoxydable : 3 unités ; brûleurs à gaz naturel : 3 unités
; 7. Conduites d'alimentation en eau principales : 2 ensembles ; conduites d'alimentation en eau secondaires : 8 ensembles.
Solutions de revêtement pour l'industrie


Ligne de prétraitement pour le revêtement électrophorétique cathodique des pare-chocs automobiles
1. Section lavage à eau chaude : 1 unité
Exigences de base :
La structure de la cabine est en tôle d‘acier inoxydable 304 à finition mate ; le réservoir utilise de l‘acier inoxydable 304 comme plaque intérieure avec une isolation de 50 mm ; le cadre est construit à partir de tubes carrés 50 × 3 ; le panneau extérieur est en tôle d‘acier inoxydable δ0,8 ; structure de panneau enfichable.
2. Section de pré-dégraissage : 1 unité
Exigences de base :
La structure de la cabine est en tôle d‘acier inoxydable 304 à finition mate ; le réservoir utilise de l‘acier inoxydable 304 comme plaque intérieure avec une isolation de 50 mm ; le cadre est construit à partir de tubes carrés 50 × 3 ; le panneau extérieur est en tôle d‘acier inoxydable δ0,8 ; structure de panneau enfichable.
3. Section principale de dégraissage : 1 unité
Exigences de base :
La structure de la cabine est en tôle d‘acier inoxydable 304 à finition mate ; le réservoir utilise de l‘acier inoxydable 304 comme plaque intérieure avec une isolation de 50 mm ; le cadre est construit à partir de tubes carrés 50 × 3 ; le panneau extérieur est en tôle d‘acier inoxydable δ0,8 ; structure de panneau enfichable.
4. Section de rinçage à l‘eau 1 : 1 unité
Exigences de base :
Le corps de la cabine est fabriqué en tôle d‘acier inoxydable SUS304 ; le réservoir est fabriqué à partir d‘une seule couche de tôle d‘acier inoxydable 304 ; hauteur des pieds : 100 mm.
5. Section de rinçage à l‘eau 2 : 1 unité
Exigences de base :
Le corps de la cabine est fabriqué en tôle d‘acier inoxydable SUS304 ; le réservoir est fabriqué à partir d‘une seule couche de tôle d‘acier inoxydable 304 ; hauteur des pieds : 100 mm.
6. Section de revêtement de conversion céramique : 1 unité
Exigences de base :
Le corps de la cabine est fabriqué en tôle d‘acier inoxydable SUS304 ; le réservoir est fabriqué à partir d‘une seule couche de tôle d‘acier inoxydable 304 ; hauteur des pieds : 100 mm.
7. Section de rinçage à l‘eau 3 : 1 unité
Exigences de base :
Le corps de la cabine est fabriqué en tôle d‘acier inoxydable SUS304 ; le réservoir est fabriqué à partir d‘une seule couche de tôle d‘acier inoxydable 304 ; hauteur des pieds : 100 mm.







