English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtSystem wstępnej obróbki powłoką ciekłą
ST-LC-PT







Cena: USD1000~20000
Uzyskaj wycenę PDF
Proces ten jest kompleksowy i krytyczny: etap wstępnej obróbki ma na celu dokładne usunięcie różnych zanieczyszczeń (takich jak olej, rdza i kurz) z powierzchni obrabianego przedmiotu.
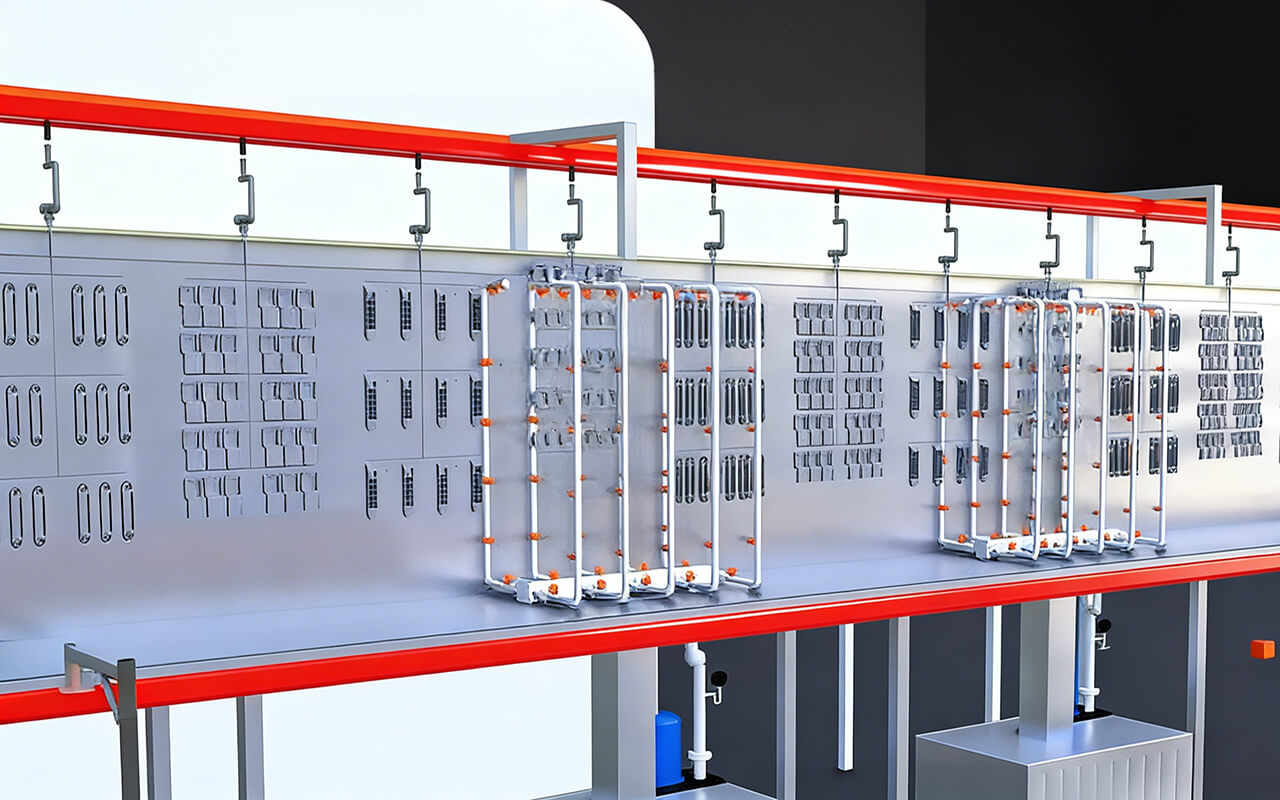
Różnorodne i zautomatyzowane rozwiązania techniczne: Oferujemy różnorodne metody wstępnej obróbki, od ręcznej po zautomatyzowaną (w tym automatyczne natryskiwanie i automatyczne powlekanie zanurzeniow
Przywiązujemy dużą wagę do bezpieczeństwa i ochrony środowiska: ustanowiliśmy surowe przepisy dotyczące zaopatrzenia, przechowywania, stosowania i reagowania w sytuacjach awaryjnych związanych z użyci
Szczególny nacisk położono na integrację procesu i proces suszenia: podkreślono wagę procesu zapobiegania rdzewieniu poprzez fosforanowanie/pasywację po obróbce wstępnej oraz różnych rozwiązań suszeni
Sprzęt do malowania ShengTai: Etap wstępnego przygotowania powierzchni na linii lakierniczej polega na całkowitym oczyszczeniu powierzchni przedmiotu obrabianego z zanieczyszczeń, takich jak tlenki, rdza, olej, kurz i inne zanieczyszczenia. Zapewnia to trwałe przyleganie powłoki proszkowej lub farby do powierzchni metalu, co poprawia jakość przedmiotu obrabianego i wydłuża jego żywotność.
Rozwiązania powłokowe dla przemysłu
System wstępnej obróbki powłoką ciekłą

Sprzęt do malowania ShengTai: Etap wstępnego przygotowania powierzchni na linii lakierniczej polega na całkowitym oczyszczeniu powierzchni przedmiotu obrabianego z zanieczyszczeń, takich jak tlenki, rdza, olej, kurz i inne zanieczyszczenia. Zapewnia to trwałe przyleganie powłoki proszkowej lub farby do powierzchni metalu, co poprawia jakość przedmiotu obrabianego i wydłuża jego żywotność.
Niezbędny etap wstępnego przygotowania linii lakierniczej obejmuje dokładne usunięcie zanieczyszczeń (takich jak smary, emulgatory, smary, plamy potu itp.) oraz pyłu z powierzchni obrabianego przedmiotu, zapewniając czystą i przygotowaną do lakierowania powierzchnię. Proces ten nie tylko gwarantuje doskonałą przyczepność powłoki, ale stanowi również kluczowy element naszego zaawansowanego sprzętu do powlekania ciekłego i antykorozyjnego, zapewniając długotrwałą ochronę i trwałość Państwa produktów.
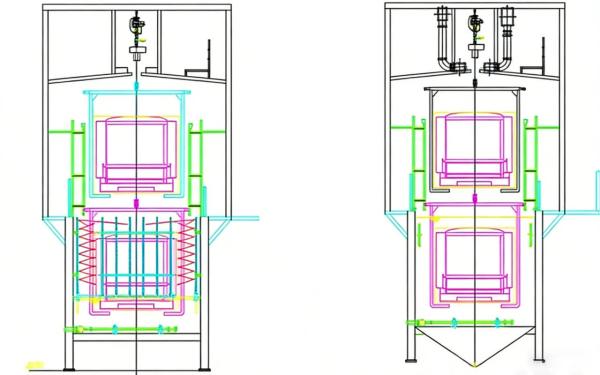
(1) Produkcja etapu wstępnej obróbki w linii powlekania
Obróbka wstępna obejmuje proste procesy ręczne lub zautomatyzowane procesy obróbki wstępnej. Te ostatnie dzielą się na automatyczne natryskiwanie i automatyczne natryskiwanie zanurzeniowe. Przed malowaniem proszkowym, elementy obrabiane muszą zostać poddane obróbce powierzchniowej w celu usunięcia oleju i rdzy. Na tym etapie stosuje się różnorodne roztwory chemiczne, w tym przede wszystkim odrdzewiacze, odtłuszczacze, preparaty do pielęgnacji powierzchni i środki fosforanujące.
Na etapie obróbki wstępnej lub w warsztacie linii powlekania kluczowe jest ustalenie niezbędnych protokołów dotyczących zaopatrzenia, transportu, przechowywania i stosowania silnych kwasów i zasad. Pracownicy muszą być wyposażeni w niezbędny sprzęt ochronny, a także bezpieczne i niezawodne pojemniki, narzędzia do transportu i mieszania. Należy również opracować środki reagowania awaryjnego i metody ratownictwa na wypadek potencjalnych wypadków. Ponadto, ponieważ etap obróbki wstępnej generuje pewną ilość gazów odlotowych, cieczy odpadowych i innych zanieczyszczeń, niezbędne są środki ochrony środowiska. Obejmują one instalację systemów wydechowych, systemów odwadniających oraz urządzeń do przetwarzania odpadów.
Jakość wstępnie obrobionych detali może się różnić ze względu na różnice w roztworach do wstępnego przygotowania powierzchni oraz specyficzne procesy stosowane w urządzeniach do powlekania ciekłego. W przypadku dobrze obrobionych detali, z których olej i rdza są dokładnie usunięte z powierzchni, fosforanowanie lub pasywacja są zazwyczaj stosowane w kolejnych etapach obróbki, wkrótce po obróbce wstępnej, aby zapobiec szybkiemu ponownemu rdzewieniu. Przed malowaniem proszkowym fosforanowane detale powinny zostać wysuszone w celu usunięcia wilgoci z powierzchni. W przypadku produkcji małoseryjnej lub jednostkowej powszechnie stosuje się suszenie na powietrzu, suszenie na słońcu lub suszenie nadmuchowe. W przypadku produkcji na liniach montażowych na dużą skalę zazwyczaj stosuje się wypalanie w niskiej temperaturze w piecach lub tunelach suszarniczych.
Firma ShengTai Painting Equipment specjalizuje się w dostarczaniu zaawansowanego sprzętu do powlekania płynnego i kompleksowych rozwiązań w zakresie urządzeń antykorozyjnych, zapewniając wydajne, bezpieczne i zgodne z wymogami ochrony środowiska procesy wstępnej obróbki dla Twojej linii powlekania.
| Etapy procesu | główny cel | Metoda działania i kluczowe parametry | Odniesienie do rozmiaru sprzętu |
| 1. Płukanie wodą pod wysokim ciśnieniem | W pierwszej kolejności należy usunąć z powierzchni przedmiotu obrabianego zanieczyszczenia, takie jak olej, opiłki żelaza i żużel spawalniczy. | Do natryskiwania stosuje się pistolety natryskowe lub urządzenia natryskowe wysokociśnieniowe, a ciśnienie wody wynosi zazwyczaj od 0,15 do 0,3 MPa. | Średnica dyszy pistoletu natryskowego wynosi zwykle 1,5–3 mm; odstęp między rurami natryskowymi dostosowuje się do wielkości przedmiotu obrabianego i wynosi na ogół 0,5–1 m. |
| 2. Odtłuszczanie wstępne | Usuń większość oleju i smaru, aby przygotować powierzchnię do odtłuszczania. | Częściowe natryskiwanie i zanurzanie lub pełne natryskiwanie, temperatura 50–60℃, czas 1–3 minuty. | Długość wanny do odtłuszczania wstępnego ustalana jest w zależności od długości obrabianego przedmiotu i wynosi zazwyczaj 3–5 m, szerokość 1–2 m, a głębokość 0,5–1 m. |
| 3. Odtłuszczanie | Aby dokładnie usunąć tłuszcz, często stosuje się alkaliczne środki odtłuszczające. | Zanurzyć lub spryskać w temperaturze 55–65°C przez 3–5 minut. | Zbiornik odtłuszczający ma podobne rozmiary do zbiornika odtłuszczającego wstępnego, długość 3–6 m, szerokość 1–2 m i głębokość 0,5–1 m. |
| 4. Umyć wodą (1–2 razy) | Po odtłuszczeniu należy spłukać pozostałości płynu, aby zapobiec zanieczyszczeniu podczas kolejnych procesów. | Do mycia lub spryskiwania należy używać nadmiaru wody w temperaturze pokojowej przez 0,5–2 minuty. | Długość zbiornika do mycia wynosi 2–4 m, szerokość 1–1,5 m, a głębokość 0,5–1 m. Wysokość otworu przelewowego wynosi na ogół 1/3–1/2 wysokości zbiornika. |
| 5. Regulacja stołu | Dostosuj mikrostrukturę powierzchni przedmiotu obrabianego, aby zapewnić równomierne tworzenie się warstwy fosforanowej. | Moczyć przez 0,5–2 minuty w pH 7,5–10,0. | Rowek pomiarowy ma długość 2–3 m, szerokość 1–1,5 m i głębokość 0,5–1 m. |
| 6. Fosforanowanie | Na powierzchni przedmiotu obrabianego tworzy się powłoka fosforanowa, która poprawia przyczepność powłoki i odporność na korozję. | Zanurzyć lub spryskać w temperaturze 35–55°C na okres 3–10 minut. | Zbiornik do fosforanowania ma długość 3–5 m, szerokość 1–2 m i głębokość 0,5–1 m. Rozstaw dysz podczas fosforanowania natryskowego wynosi 0,5–1 m. |
| 7. Po fosforanowaniu umyć wodą | Aby zapobiec korozji, należy usunąć resztki roztworu fosforanującego. | Do mycia lub spryskiwania należy używać nadmiaru wody w temperaturze pokojowej przez 0,5–2 minuty. | Podobnie jak poprzedni zbiornik do mycia, ma on długość 2–4 m, szerokość 1–1,5 m i głębokość 0,5–1 m. |
| 8. Suszenie | Usuń wilgoć z powierzchni przedmiotu obrabianego, aby przygotować ją do malowania. | Suszyć przez pieczenie lub suszenie na powietrzu. Temperatura pieczenia wynosi zazwyczaj 60–80°C, a czas pieczenia 10–30 minut. | Długość komory suszarniczej ustalana jest w zależności od długości przedmiotu obrabianego i wynosi zazwyczaj 5–10 m, szerokość 2–3 m, a wysokość 2–3 m. |