 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtКонструкция пескоструйной камеры и покрасочной камеры коробчатого типа
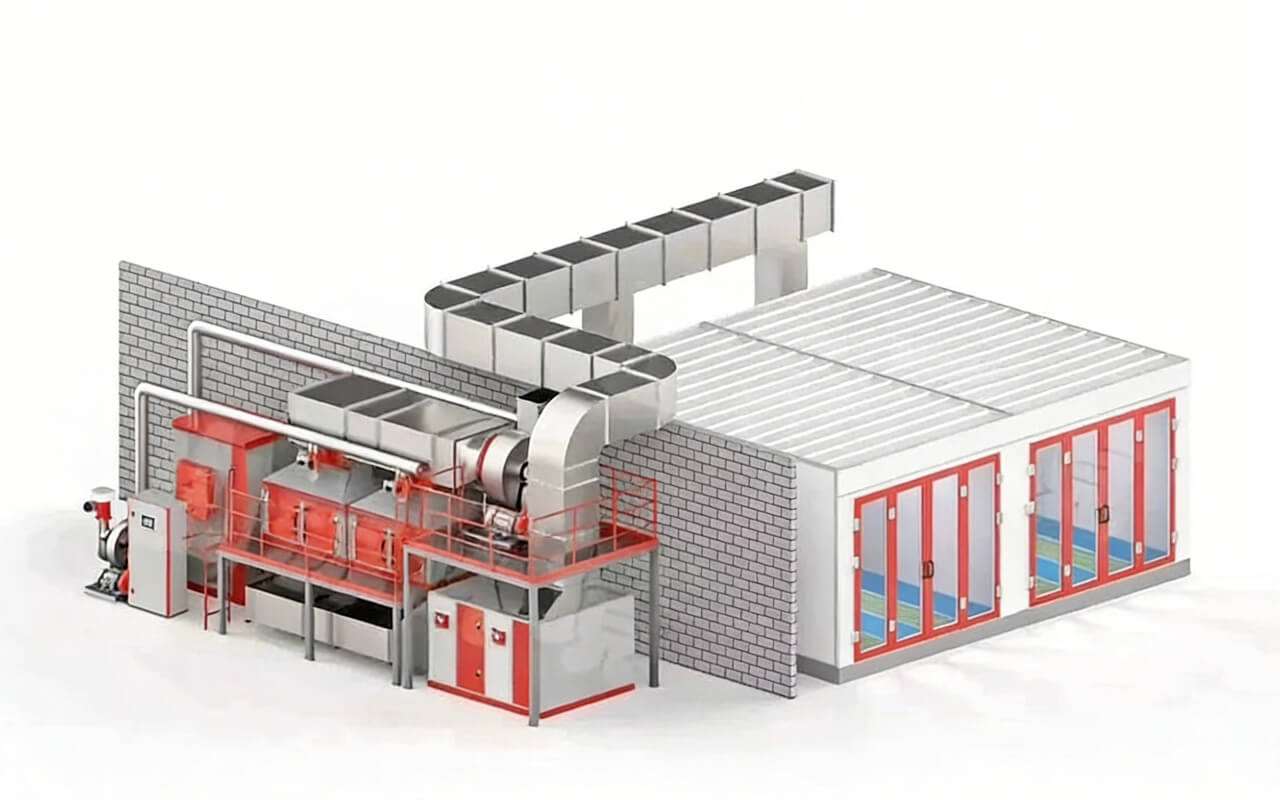
Конструкция пескоструйной камеры и покрасочной камеры должна отражать современный уровень развития технологий нанесения покрытий, при этом придерживаясь принципа практичности. Целями проектирования являются минимальные инвестиции, минимальные эксплуатационные расходы, минимальная вероятность необходимости технического обслуживания и максимально простой способ эксплуатации.
I. Принципы проектирования

-
Развитие (технологическое превосходство)
Конструкция системы и подбор оборудования должны соответствовать требованиям современного производства, с применением передовых технологий и конструктивных решений там, где это позволяет бюджет. Усовершенствование в основном проявляется в высокой эффективности нанесения покрытия, удобстве управления, большой производительности пылеудаления и низком уровне пылевыделения. Система электрического управления обеспечивает централизованное управление через шкаф управления, раздельное управление оборудованием, отображение рабочего состояния и отображение аварийных сигналов.
-
Практичность (удобство использования)
При проектировании пескоструйной камеры и покрасочной камеры в первую очередь необходимо учитывать удобство использования. Практичность в основном проявляется в надежной работе, низком уровне отказов, простоте и удобстве технического обслуживания, а также быстрой замене деталей.
-
Охрана окружающей среды (устойчивое развитие)
Системы пескоструйной обработки и покрасочные камеры генерируют большое количество пыли, красочного тумана и растворителей. Конструкция должна предотвращать утечку этих загрязняющих веществ, особенно с учетом герметизации основных дверей. Необходимо приложить усилия для минимизации концентрации пыли, красочного тумана и растворителей внутри камеры и снижения их выбросов. Воздух для дыхания работников пескоструйной обработки должен подаваться специально очищенным воздухом. Кроме того, необходимо принять все необходимые меры для снижения уровня шума.
-
Безопасность
Ввиду суровых условий труда и присущих операциям нанесения покрытий в замкнутом пространстве опасностей, проектирование системы нанесения покрытий, компоновка внутренней структуры помещения, техническое обслуживание и ремонт конвейерного механизма, а также проектирование и размещение электросистемы должны рассматриваться с точки зрения безопасности. Проект должен строго соответствовать следующим национальным стандартам:
-
GB7692 «Правила техники безопасности при нанесении покрытий – Промышленная безопасность при предварительной обработке покрытий»
-
GB7693 «Правила техники безопасности при нанесении покрытий – вентиляция и очистка воздуха в процессе предварительной обработки перед покраской»
-
GB__ «Комплексный стандарт выбросов загрязняющих веществ в атмосферу Китайской Народной Республики»
II. Проектирование пескоструйной камеры и покрасочной камеры для стальных резервуарных контейнеров.

1. Основные технические требования и параметры процесса
| Параметр | Требование |
|---|---|
| Возможности пескоструйной обработки/покрытия | 10–12 единиц в день (40–48 мин/единица) |
| Класс обработки поверхности | Sa2.5 |
| Концентрация пыли на выходе пылесборника (чистое помещение) | < 100 мг/м³ |
| Система обработки поверхности краски методом распыления (покрасочная камера) | система сухой фильтрации |
| Количество слоев покрытия | 2–3 слоя |
| Внутренняя температура сушильной камеры (печи для отверждения). | 25°C–35°C |
| Концентрация выбросов органических растворителей | < 100 мг/м³ |
2. Схема процесса
а) Технологический процесс изготовления корпуса резервуара из нержавеющей стали
Поднять на тележку → Вход в пескоструйную камеру (пескоструйная обработка рамы) → Выход из пескоструйной камеры → Вход в покрасочную камеру 1 (грунтовка рамы) → Вход в покрасочную камеру 2 (промежуточный слой грунтовки рамы, грунтовка корпуса резервуара из нержавеющей стали) → Вход в сушильную камеру → Вход в покрасочную камеру 3 (верхний слой грунтовки рамы, верхний слой грунтовки корпуса резервуара из нержавеющей стали) → Вход в сушильную камеру → Выход из линии.
б) Технологический процесс изготовления резервуаров из углеродистой стали.
Поднять на тележку → Вход в пескоструйную камеру (пескоструйная обработка рамы и корпуса резервуара) → Выход из пескоструйной камеры → Вход в покрасочную камеру 1 (грунтовка рамы и корпуса резервуара) → Вход в покрасочную камеру 2 (промежуточный слой для рамы) → Вход в сушильную камеру → Вход в покрасочную камеру 3 (нанесение финишного слоя на раму, финишного слоя на корпус резервуара) → Вход в сушильную камеру → Выход с линии.
3. Общий план процесса
| Тип номера | Д × Ш × В (метры) | Количество |
|---|---|---|
| Максимальный размер танк-контейнера | 9 × 2,6 × 2,7 | - |
| Камера пескоструйной обработки | 12 × 5,4 × 5,4 | 1 |
| Покрасочная камера | 12 × 5,4 × 5,4 | 3 |
| Сушильная камера (печь для отверждения) | 11 × 5,4 × 4,5 | 2 |
| Отключение освещения в помещении (по желанию) | 10 × 5,4 × 5,4 | 2 |
III. Требования к эксплуатации и техническому обслуживанию

Долгосрочная работоспособность и соответствие требованиям систем пескоструйной обработки и покраски в значительной степени зависят от правильной эксплуатации и тщательного технического обслуживания. Следующие процедуры необходимы для максимального увеличения срока службы оборудования, обеспечения безопасности работников и соблюдения экологических норм.
- Стандартные операционные процедуры (СОП)
- Обучение персонала: Весь персонал должен быть полностью обучен стандартным операционным процедурам (СОП) для пескоструйной обработки, покраски, запуска/остановки оборудования и реагирования на чрезвычайные ситуации.
- Предварительные проверки: Перед каждой сменой проверяйте давление подаваемого воздуха, состояние абразивных материалов, исправность вентиляторов и чистоту осветительных приборов.
- Во время работы: следите за показаниями манометров на пылесборнике и фильтрах для удаления лакокрасочного тумана, чтобы убедиться, что они находятся в допустимом диапазоне, что свидетельствует об эффективной фильтрации и потоке воздуха.
- Остановка оборудования после завершения работы: Следуйте указанной процедуре последовательной остановки всего оборудования, обеспечив чистоту рабочего места для следующей смены.
- График планового технического обслуживания
- Сопла для пескоструйной обработки: Своевременно заменяйте изношенные сопла, поскольку чрезмерный износ значительно снижает эффективность пескоструйной обработки и увеличивает расход воздуха.
- Оборудование для распыления под высоким давлением: очищайте и обслуживайте распылители и насосы в соответствии с рекомендациями производителя, чтобы предотвратить засорение и обеспечить стабильное качество покрытия.
- Просеивание и сепарация: Регулярно проверяйте установку для просеивания и сепарации абразива, чтобы обеспечить эффективное удаление мелких частиц и загрязнений, поддерживая качество многоразового абразива.
- Конвейер и элеватор: Ежемесячно проверяйте ленточный конвейер и ковшовый элеватор на износ, натяжение и правильность соосности, чтобы предотвратить механические поломки.
- Фильтрующие картриджи пылесборника: контролируйте перепад давления на фильтрующих картриджах. Немедленно заменяйте картриджи, как только перепад давления превысит установленный предел (например, это обычно указывает на увеличение концентрации пыли).
- Фильтры для удаления краски: Регулярно (ежедневно или еженедельно, в зависимости от интенсивности использования) проверяйте и заменяйте сухие фильтры для удаления краски, чтобы поддерживать надлежащий поток отработанных газов и предотвращать противодавление в системе.
- Замена/очистка фильтра:
- Система рекуперации абразива:
- Износ форсунок и оборудования:
- Соблюдение норм безопасности и охраны окружающей среды
- Мониторинг качества воздуха: Периодически контролировать качество воздуха внутри пескоструйных и покрасочных камер, а также концентрацию выбросов в выхлопных трубах для подтверждения соответствия национальным стандартам (например, стандартам Великобритании, упомянутым в разделе I).
- Средства индивидуальной защиты (СИЗ): Обеспечьте использование всеми работниками необходимых СИЗ, включая специализированную систему вентиляции легких с подачей воздуха для пескоструйной обработки и соответствующие вентиляционные маски для покраски. Поддерживайте СИЗ в исправном состоянии и проверяйте их на наличие повреждений.
- Пожарная безопасность: Регулярно проверяйте и тестируйте все системы пожаротушения и пожарной сигнализации, особенно в зонах покраски и сушки, где пары растворителей представляют большую опасность.
Ключевые слова: проектирование пескоструйной камеры, проектирование покрасочной камеры, технология нанесения поверхностных покрытий, пескоструйная обработка резервуаров, покраска стальных конструкций, принципы проектирования (современность, практичность, защита окружающей среды, безопасность), обработка сухим лакокрасочным туманом, система пылеудаления, рекуперация абразивных материалов, вентиляция и очистка, сушильная камера (печь для отверждения), безвоздушное распыление под высоким давлением, стандартные рабочие процедуры (СОП).
Хэштеги: #ПромышленноеПокрытие #ПечьДляОтверждения #ПескоструйнаяКабина #ОбработкаПоверхностей #КабинаДляПокраскиПослепок #ЗащитныеПокрытия #ВосстановлениеАбразии #СборПыли #ПромышленнаяБезопасность




