 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
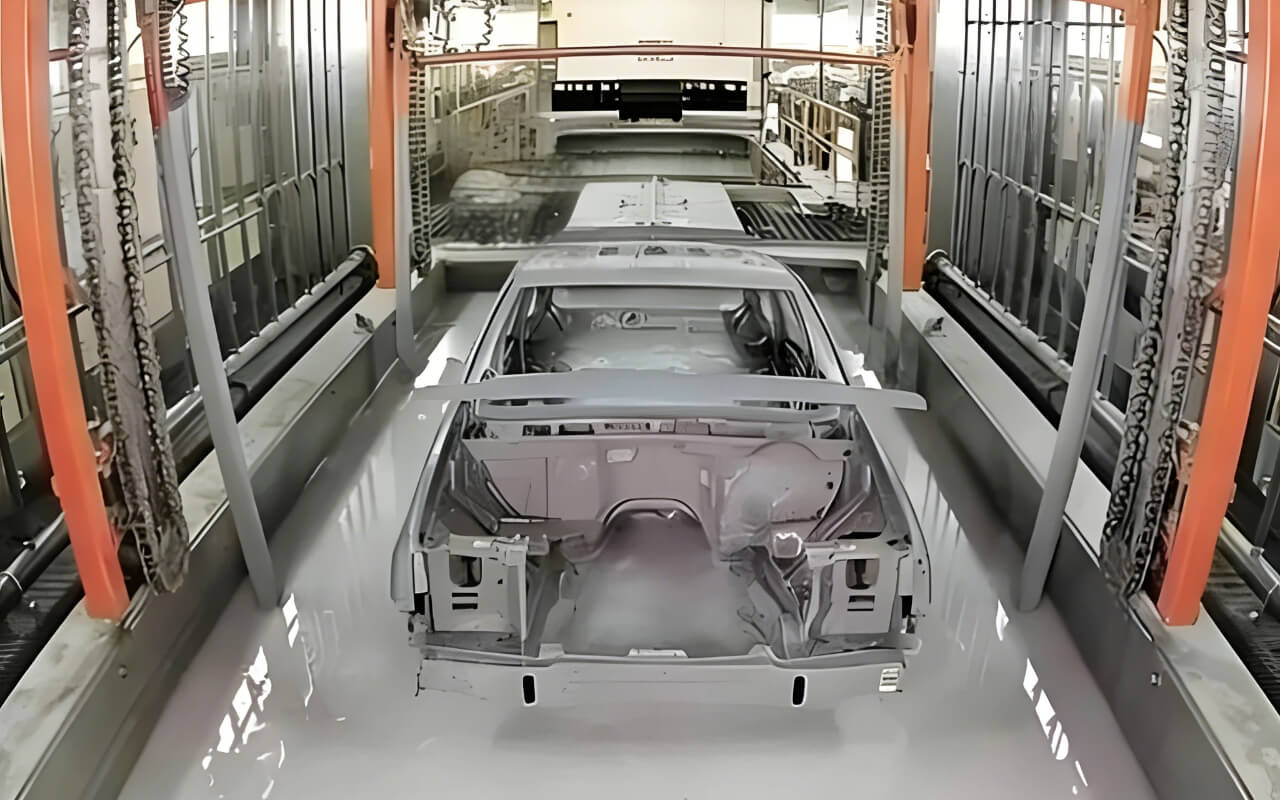
Tiếng ViệtПредварительная обработка для катодного электрофоретического покрытия автомобильных бамперов
ST-P2320





Цена: USD5000~10000
Получить предложение PDF
Для эффективного использования производственных площадей применяется процесс обработки, полностью основанный на распылении.
После обезжиривания и нанесения керамического конверсионного покрытия используется многоступенчатая противоточная промывка, что улучшает качество очистки и экономит воду.
Трубопроводы распылительной колонны оснащены двухступенчатой системой регулирования давления, обеспечивающей более стабильную подачу жидкости из распылительных форсунок.
Между трубами распылительного стояка и магистральными трубопроводами используются быстроразъемные фитинги, обеспечивающие простоту монтажа и обслуживания.
Оборудование для предварительной обработки и система очистки воды.
Оборудование для предварительной обработки состоит из 8 технологических ступеней, 8 систем распыления, 8 резервуаров для хранения раствора для распыления, 8 циркуляционных насосов для распыления и 3 систем отопления.
Основная конфигурация оборудования:
1. Распылительная камера: 1 линия
2. Системы трубопроводов для распыления: 8 комплектов
3. Резервуары для хранения раствора для распыления: 8 единиц
4. Насосы для распыления: 8 единиц
5. Вытяжные системы: 2 единицы; смотровые двери и платформы: 1 комплект; входные и выходные лестницы: 2 комплекта
6. Системы отопления: 3 комплекта; теплообменники из нержавеющей стали: 3 единицы; горелки на природном газе: 3 единицы
7. Основные водопроводные трубопроводы: 2 комплекта; ответвления водопроводных трубопроводов: 8 комплектов
Решения для нанесения покрытий в промышленности


Предварительная обработка линии катодного электрофоретического покрытия автомобильных бамперов
1. Секция стирки горячей водой: 1 шт.
Основные требования:
Корпус кабины изготовлен из матовой нержавеющей стали марки 304; внутренняя пластина резервуара выполнена из нержавеющей стали марки 304 с изоляцией толщиной 50 мм; каркас изготовлен из квадратных труб 50 × 3; внешняя панель выполнена из нержавеющей стали δ0.8; конструкция панели представляет собой сборную панель.
2. Секция предварительного обезжиривания: 1 шт.
Основные требования:
Корпус кабины изготовлен из матовой нержавеющей стали марки 304; внутренняя пластина резервуара выполнена из нержавеющей стали марки 304 с изоляцией толщиной 50 мм; каркас изготовлен из квадратных труб 50 × 3; внешняя панель выполнена из нержавеющей стали δ0.8; конструкция панели представляет собой сборную панель.
3. Основной участок обезжиривания: 1 блок
Основные требования:
Корпус кабины изготовлен из матовой нержавеющей стали марки 304; внутренняя пластина резервуара выполнена из нержавеющей стали марки 304 с изоляцией толщиной 50 мм; каркас изготовлен из квадратных труб 50 × 3; внешняя панель выполнена из нержавеющей стали δ0.8; конструкция панели представляет собой сборную панель.
4. Секция ополаскивания водой 1: 1 шт.
Основные требования:
Корпус кабины изготовлен из листовой нержавеющей стали SUS304; резервуар изготовлен из однослойного листа нержавеющей стали 304; высота ножек: 100 мм.
5. Секция промывки водой 2: 1 шт.
Основные требования:
Корпус кабины изготовлен из листовой нержавеющей стали SUS304; резервуар изготовлен из однослойного листа нержавеющей стали 304; высота ножек: 100 мм.
6. Секция нанесения керамического конверсионного покрытия: 1 шт.
Основные требования:
Корпус кабины изготовлен из листовой нержавеющей стали SUS304; резервуар изготовлен из однослойного листа нержавеющей стали 304; высота ножек: 100 мм.
7. Секция ополаскивания водой 3: 1 единица
Основные требования:
Корпус кабины изготовлен из листовой нержавеющей стали SUS304; резервуар изготовлен из однослойного листа нержавеющей стали 304; высота ножек: 100 мм.







