 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtKastenförmige Sandstrahlkabine und Lackierkabinenkonstruktion
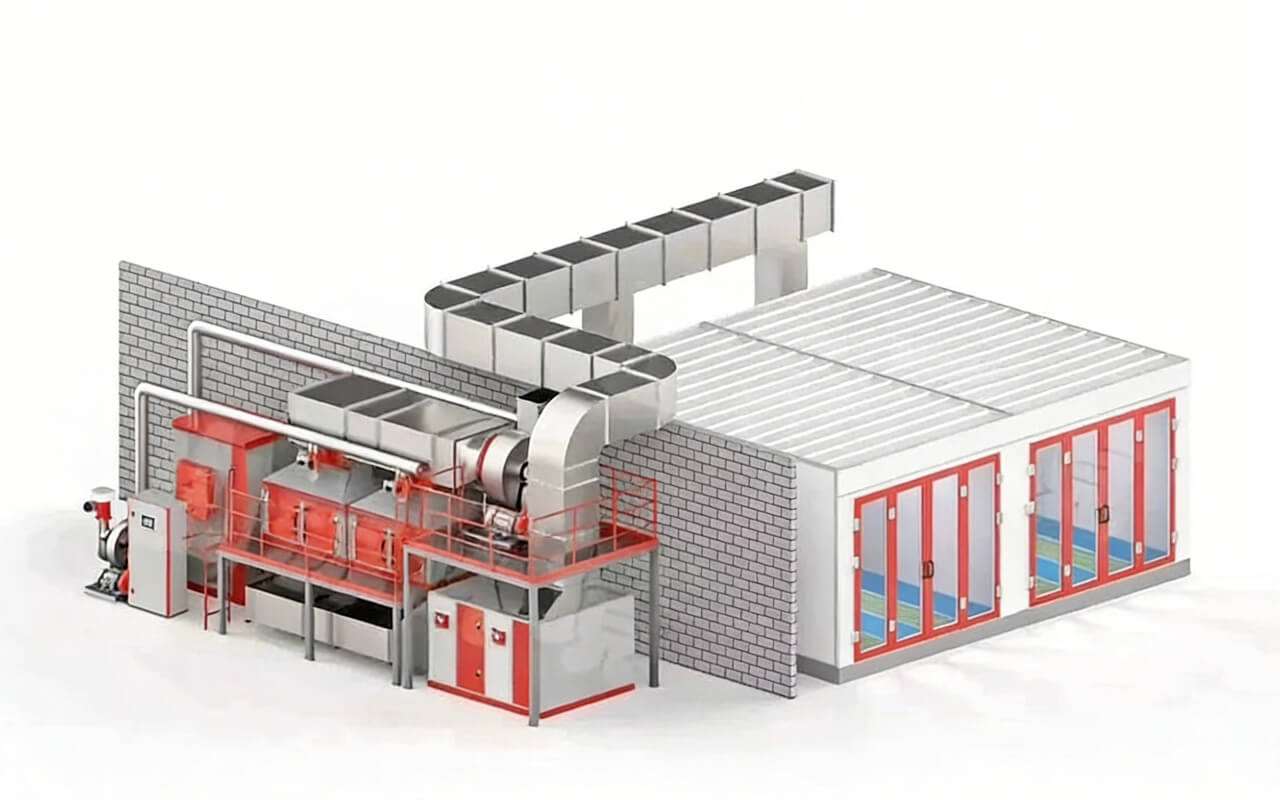
Die Gestaltung der Sandstrahlkabine und der Lackierkabine soll dem aktuellen Stand der Beschichtungstechnologie entsprechen und gleichzeitig praxisorientiert sein. Die Gestaltungsziele sind minimale Investitions- und Betriebskosten, ein geringer Wartungsaufwand und eine einfache Bedienung.
I. Gestaltungsprinzipien

-
Fortschritt (Technologischer Vorsprung)
Systemdesign und Geräteauswahl müssen den Anforderungen moderner Produktion entsprechen und, wo das Budget es zulässt, fortschrittliche Technologien und Konstruktionen nutzen. Der Fortschritt zeigt sich vor allem in hoher Beschichtungseffizienz, komfortabler Bedienung, hoher Staubabscheideleistung und geringen Staubemissionen. Das elektrische Steuerungssystem ermöglicht die zentrale Steuerung über einen Schaltschrank, die separate Gerätesteuerung sowie die Anzeige von Betriebszustand und Sicherheitsalarmen.
-
Praktikabilität (Benutzerfreundlichkeit)
Bei der Konstruktion der Sandstrahlkabine und der Lackierkabine muss die Benutzerfreundlichkeit an erster Stelle stehen. Praktikabilität zeigt sich vor allem in zuverlässigem Betrieb, geringer Ausfallrate, einfacher und bequemer Wartung sowie schnellem Teileaustausch.
-
Umweltschutz (Nachhaltigkeit)
Sandstrahl- und Lackierkabinen erzeugen große Mengen an Staub, Farbnebel und Lösemitteln. Die Konstruktion muss das Austreten dieser Schadstoffe verhindern, insbesondere durch die Abdichtung der Haupttüren. Es sind Maßnahmen zu ergreifen, um die Konzentration von Staub, Farbnebel und Lösemitteln in der Kabine zu minimieren und deren Emissionen zu reduzieren. Die Atemluft für die Sandstrahler muss mit speziell aufbereiteter Druckluft versorgt werden. Darüber hinaus sind umfassende Maßnahmen zur Lärmminderung erforderlich.
-
Sicherheit
Aufgrund der rauen Arbeitsbedingungen und der mit Beschichtungsarbeiten in beengten Räumen verbundenen Gefahren müssen die Konstruktion der Beschichtungsanlage, die Raumaufteilung, die Wartung und Instandsetzung der Förderanlage sowie die Auslegung und Anordnung der elektrischen Anlage unter Sicherheitsaspekten betrachtet werden. Die Konstruktion muss den folgenden nationalen Normen strikt entsprechen:
-
GB7692 „Sicherheitsvorschriften für Beschichtungsarbeiten – Industrielle Sicherheit bei der Vorbehandlung von Beschichtungen“
-
GB7693 „Sicherheitsvorschriften für Beschichtungsarbeiten – Belüftung und Reinigung für den Vorbehandlungsprozess von Lackierarbeiten“
-
GB__ „Integrierter Emissionsstandard für Luftschadstoffe der Volksrepublik China“
II. Entwurf einer Sandstrahlkabine und einer Lackierkabine für Stahlkonstruktions-Tankcontainer

1. Wichtigste technische Prozessanforderungen und -parameter
| Parameter | Erfordernis |
|---|---|
| Sandstrahl-/Beschichtungskapazität | 10–12 Einheiten/Tag (40–48 min/Einheit) |
| Oberflächenbehandlungsklasse | Sa2.5 |
| Staubkonzentration am Auslass des Staubabscheiders (Reinigungsraum) | < 100 mg/m³ |
| Farbnebelbehandlungssystem (Farbspritzkabine) | Trockenfiltersystem |
| Anzahl der Beschichtungsschichten | 2–3 Schichten |
| Innentemperatur des Trockenraums (Reifeofens) | 25 °C–35 °C |
| Konzentration der Emissionen organischer Lösungsmittelgase | < 100 mg/m³ |
2. Prozessablauf
a) Prozessablauf der Edelstahlbehälterkonstruktion
Auf den Wagen heben → Sandstrahlraum betreten (Rahmenstrahlen) → Sandstrahlraum verlassen → Lackierkabine 1 betreten (Rahmengrundierung) → Lackierkabine 2 betreten (Rahmen-Zwischenlackierung, Edelstahl-Tankkörpergrundierung) → Trockenraum betreten → Lackierkabine 3 betreten (Rahmen-Decklackierung, Edelstahl-Tankkörper-Decklackierung) → Trockenraum betreten → Linie verlassen.
b) Prozessablauf für Tankcontainer aus Kohlenstoffstahl
Heben auf den Wagen → Eintritt in die Sandstrahlkabine (Rahmen- und Tankkörperstrahlen) → Verlassen der Sandstrahlkabine → Eintritt in die Lackierkabine 1 (Rahmen- und Tankbehältergrundierung) → Eintritt in die Lackierkabine 2 (Rahmen-Zwischenlackierung) → Eintritt in den Trockenraum → Eintritt in die Lackierkabine 3 (Rahmen-Decklackierung, Tankbehälter-Decklackierung) → Eintritt in den Trockenraum → Ausfahrt.
3. Gesamtprozessablaufplan
| Zimmertyp | Länge × Breite × Höhe (Meter) | Menge |
|---|---|---|
| Maximale Größe des Tankbehälters | 9 × 2,6 × 2,7 | - |
| Sandstrahlraum | 12 × 5,4 × 5,4 | 1 |
| Lackierkabine | 12 × 5,4 × 5,4 | 3 |
| Trockenraum (Reifeofen) | 11 × 5,4 × 4,5 | 2 |
| Licht aus dem Raum (optional) | 10 × 5,4 × 5,4 | 2 |
III. Betriebs- und Wartungsanforderungen

Die langfristige Leistungsfähigkeit und die Einhaltung der Vorschriften für Sandstrahl- und Lackieranlagen hängen maßgeblich von der korrekten Bedienung und sorgfältigen Wartung ab. Die folgenden Verfahren sind unerlässlich, um die Lebensdauer der Anlagen zu maximieren, die Sicherheit der Mitarbeiter zu gewährleisten und die Einhaltung der Umweltauflagen sicherzustellen.
- Standardarbeitsanweisungen (SOPs)
- Mitarbeiterschulung: Alle Mitarbeiter müssen vollständig in den Standardarbeitsanweisungen für Sandstrahlen, Lackieren, Inbetriebnahme/Abschaltung von Anlagen und Notfallmaßnahmen geschult sein.
- Vorbetriebliche Kontrollen: Vor jeder Schicht sind der Luftversorgungsdruck, der Zustand der Schleifmittel, die Funktionsfähigkeit der Lüfter und die Sauberkeit der Beleuchtungskörper zu überprüfen.
- Während des Betriebs: Überwachen Sie die Manometer am Staubabscheider und an den Farbnebelfiltern, um sicherzustellen, dass sie sich im zulässigen Bereich befinden, was auf eine effiziente Filtration und einen effizienten Luftstrom hinweist.
- Abschaltung nach dem Betrieb: Befolgen Sie die vorgegebene sequentielle Abschaltprozedur für alle Geräte, um sicherzustellen, dass für die nächste Schicht ein sauberer Arbeitsplatz hinterlassen wird.
- Regelmäßiger Wartungsplan
- Sandstrahldüsen: Ersetzen Sie verschlissene Düsen umgehend, da übermäßiger Verschleiß die Strahlleistung erheblich verringert und den Luftverbrauch erhöht.
- Hochdruck-Spritzgeräte: Reinigen und warten Sie Spritzpistolen und Pumpen gemäß den Richtlinien des Herstellers, um Verstopfungen zu vermeiden und eine gleichbleibende Beschichtungsqualität zu gewährleisten.
- Siebung und Trennung: Überprüfen Sie regelmäßig die Sieb- und Trenneinheit für das Schleifmittel, um die effektive Entfernung von Feinstoffen und Verunreinigungen sicherzustellen und die Qualität des wiederverwendbaren Schleifmittels zu erhalten.
- Förderband und Becherwerk: Überprüfen Sie das Förderband und das Becherwerk monatlich auf Verschleiß, Spannung und korrekte Ausrichtung, um mechanische Ausfälle zu vermeiden.
- Filterpatronen für Staubabscheider: Überwachen Sie den Druckabfall an den Filterpatronen. Tauschen Sie die Patronen umgehend aus, sobald der Druckabfall den vorgegebenen Grenzwert überschreitet (was typischerweise auf eine erhöhte Staubkonzentration hinweist).
- Farbnebelfilter: Überprüfen und ersetzen Sie trockene Farbnebelfilter regelmäßig (täglich oder wöchentlich, je nach Nutzung), um einen ordnungsgemäßen Abluftstrom zu gewährleisten und einen Systemgegendruck zu vermeiden.
- Filterwechsel/Reinigung:
- Schleifmittelrückgewinnungssystem:
- Verschleiß an Düse und Ausrüstung:
- Sicherheits- und Umweltkonformität
- Überwachung der Luftqualität: Die Luftqualität in den Sandstrahl- und Lackierkabinen sowie die Emissionskonzentrationen an den Abluftkaminen sind regelmäßig zu überwachen, um die Einhaltung nationaler Normen (z. B. der in Abschnitt I genannten GB-Normen) zu bestätigen.
- Persönliche Schutzausrüstung (PSA): Stellen Sie sicher, dass alle Arbeiter die erforderliche PSA verwenden, einschließlich des separaten, mit Druckluft versorgten Atemschutzsystems für das Sandstrahlen und geeigneter Atemschutzmasken für das Lackieren. Warten Sie die PSA und überprüfen Sie sie regelmäßig auf Beschädigungen.
- Brandschutz: Überprüfen und testen Sie regelmäßig alle Brandbekämpfungs- und Alarmsysteme, insbesondere in den Bereichen für Farbspritzen und Trocknung, wo Lösungsmitteldämpfe ein größeres Risiko darstellen.
Schlüsselwörter: Sandstrahlkabinenplanung, Lackierkabinenplanung, Oberflächenbeschichtungstechnologie, Tankcontainerstrahlen, Stahlkonstruktionslackierung, Konstruktionsprinzipien (Fortschritt, Praktikabilität, Umweltschutz, Sicherheit), Trockenlacknebelbehandlung, Staubabsaugungssystem, Strahlmittelrückgewinnung, Belüftung und Reinigung, Trockenraum (Härteofen), Hochdruck-Airless-Spritzen, Standardarbeitsanweisungen (SOPs)
Hashtags: #Industriebeschichtung #Härteofen #Sandstrahlkabine #Oberflächenbehandlung #Spritzlackierkabine #Schutzbeschichtungen #Schleifmittelrückgewinnung #Staubabsaugung #Arbeitssicherheit




