 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtE-Coating-Linien-Sprühvorbehandlung
ST-EC-SP







Preis: USD500~2000
Angebot anfordern PDF
Im Gegensatz zu Tauchbeckensystemen, die große Tauchbecken benötigen, weisen Sprühvorbehandlungsanlagen eine kompaktere Bauweise auf.
Dadurch verringert sich der Platzbedarf, die Baukosten der Werkstatt sinken und die Raumausnutzung verbessert sich.
Bei regelmäßig geformten und relativ flachen Werkstücken sorgt die Sprühvorbehandlung für eine gleichmäßige Oberflächenabdeckung und gründliche Behandlung.
Vor der Elektrophorese-Beschichtung wird eine ideale Oberflächenbeschaffenheit geschaffen, die die Haftung der Farbe und die Haltbarkeit der Beschichtung verbessert.
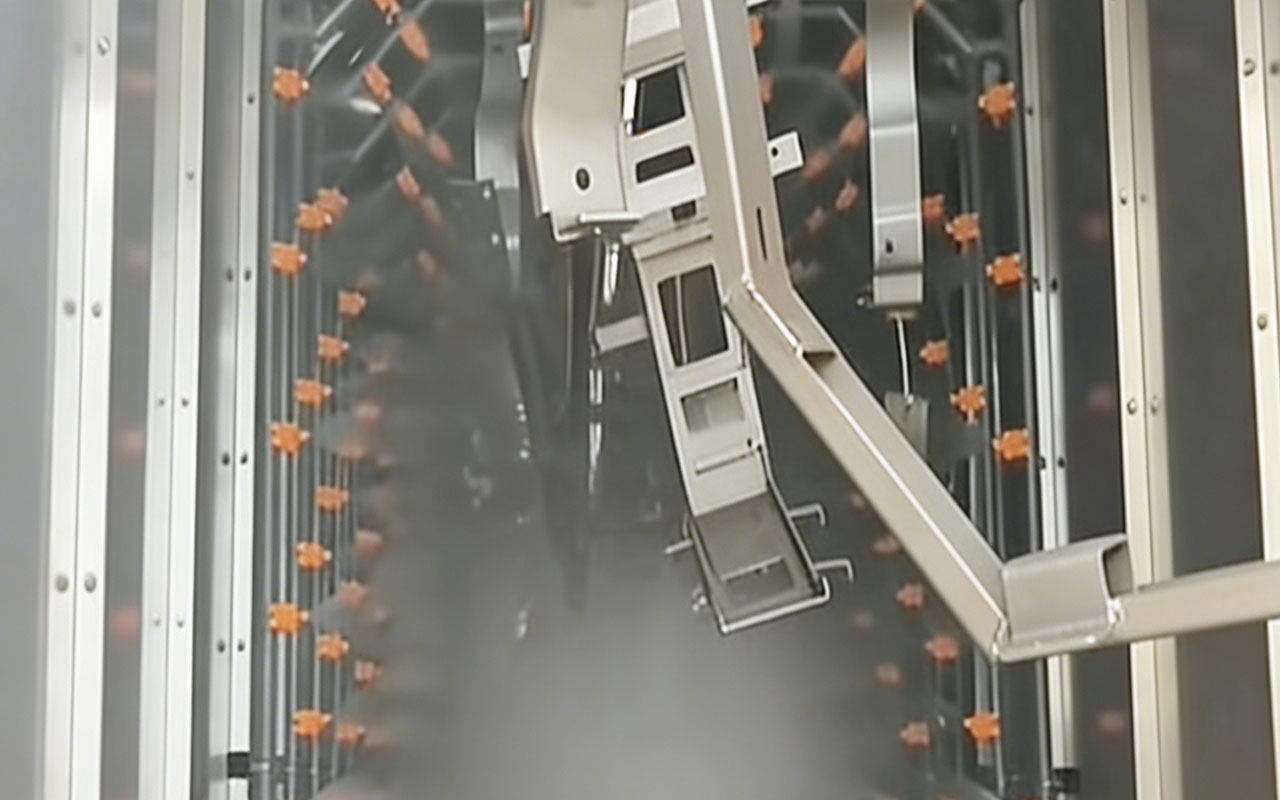
Die Sprühvorbehandlung ist ein Verfahren, bei dem Behandlungschemikalien durch Düsen auf die Werkstückoberfläche gesprüht werden, um eine schnelle Reinigung, Entfettung und Rostentfernung zu erreichen. Sie eignet sich besonders für Teile mit komplexen Formen, Bohrungen oder Nuten, da der Sprühnebel alle Bereiche des Werkstücks effektiv erreicht und abdeckt. Dieses Verfahren bietet eine hohe Bearbeitungseffizienz und benötigt nur wenig Platz, erfordert jedoch eine präzise Düsenanordnung und einen genau kontrollierten Sprühdruck. Es wird häufig als vorgelagerter Prozess in E-Beschichtungsanlagen vor der Elektrophorese-Beschichtung eingesetzt.
Beschichtungslösungen für die Industrie
E-Coating-Linien-Sprühvorbehandlung

Zu den Vorteilen der Sprühvorbehandlung gehören:
1. Hohe Verarbeitungsgeschwindigkeit:
Durch Hochdrucksprühen wird die Behandlungsflüssigkeit zerstäubt und kommt schnell mit der Werkstückoberfläche in Kontakt, wodurch rasche chemische Reaktionen ermöglicht werden. Im Vergleich zu Tauchverfahren verkürzt die Sprühvorbehandlung die Bearbeitungszeit deutlich und verbessert die Gesamtproduktivität der E-Beschichtungsanlage.
2. Starke mechanische Reinigungswirkung:
Die beim Sprühen entstehende Aufprallkraft bewirkt eine effektive mechanische Reinigung und trägt zur Entfernung von Öl, Staub, Rost und anderen Verunreinigungen bei. Selbst hartnäckige Ablagerungen lassen sich effizient entfernen, was zu einer höheren Oberflächenreinheit und einer besseren Vorbereitung für die Elektrophoresebeschichtung führt.
3. Kontinuierliche Lösungserneuerung:
Das Sprühsystem sorgt für eine kontinuierliche Zufuhr frischer Behandlungsflüssigkeit und gewährleistet so, dass die Werkstückoberfläche stets mit den Wirkstoffen in Kontakt kommt. Dadurch werden Qualitätsprobleme durch lokale Verbrauche oder Verunreinigungen der Lösung vermieden und stabile, gleichbleibende Vorbehandlungsergebnisse erzielt.
4. Kompakte Geräteanordnung:
Im Gegensatz zu Tauchbeckensystemen, die große Tauchbecken benötigen, zeichnen sich Sprühvorbehandlungsanlagen durch eine kompaktere Bauweise aus. Dies reduziert den Platzbedarf, senkt die Baukosten der Werkstatt und verbessert die Raumausnutzung – ein wichtiger Vorteil für moderne, automatisierte E-Beschichtungsanlagen.
5. Breite Anwendbarkeit:
Bei regelmäßig geformten und relativ flachen Werkstücken sorgt die Sprühvorbehandlung für eine gleichmäßige Oberflächenabdeckung und gründliche Vorbehandlung. Vor der Elektrophoresebeschichtung schafft sie ideale Oberflächenbedingungen, die die Haftung des Lacks und die Haltbarkeit der Beschichtung verbessern.
6. Einfache Steuerung und Einstellung:
Durch die Anpassung von Sprühdruck, Behandlungszeit und Chemikalienkonzentration lässt sich der Prozess flexibel optimieren, um den Anforderungen verschiedener Werkstücke und vielfältiger Produktionsbedürfnisse gerecht zu werden.
In der Praxis sollte das geeignete Vorbehandlungsverfahren anhand der Werkstückeigenschaften und Produktionsanforderungen ausgewählt werden. Als professioneller Anbieter von Komplettlösungen für die Elektrophorese-Beschichtung bietet ShengTai Painting Equipment fortschrittliche Sprühvorbehandlungssysteme, die sich nahtlos in Elektrophorese-Beschichtungsprozesse integrieren lassen und Herstellern zu höherer Effizienz, gleichbleibender Qualität und langfristiger Produktionssicherheit verhelfen.
| NEIN | Prozessabschnitt | Prozessname | Verfahren | Zeit (min) | Temperatur | Medium/Ausrüstung/Bemerkungen |
| 1 | Be- und Entladen | Wird geladen | Handbuch | — | RT | Manuelle Bedienung |
| 2 | Vorbehandlung | Heißwasserwäsche | Spray | 1 | 50-60° | Erdgasheizung |
| 3 | Vorbehandlung | Vorentfettung | Spray | 1 | 45-55° | Erdgasheizung |
| 4 | Vorbehandlung | Hauptentfettung | Spray | 2 | 45-55° | Erdgasheizung |
| 5 | Vorbehandlung | Wasser spülen 1 | Spray | 0,8 | RT | Leitungswasser |
| 6 | Vorbehandlung | Wasser 2 | Spray | 0,8 | RT | Leitungswasser |
| 7 | Vorbehandlung | Keramische Konversionsbeschichtung; | Spray | 2 | RT | — |
| 8 | Vorbehandlung | Wasser spülen 3 | Spray | 0,8 | RT | Leitungswasser |
| 9 | Vorbehandlung | Spülen Sie mit reinem Wasser 1 | Spray | 0,8 | RT | Reinstwassersystem |
| 10 | E-Coat-System | Kathodische E-Beschichtung | Eintauchen | 3 | 25-35° | Kälte- und Heizeinheit |
| 11 | E-Coat-System | UF0 Sprühspülung | Spray | 0,1 | RT | Rückkehr zum E-Beschichtungstank |
| 12 | E-Coat-System | UF1 Sprühspülung | Spray | 0,8 | RT | Überlauf zum E-Beschichtungstank |
| 13 | E-Coat-System | UF2 Sprühspülung | Spray | 0,8 | RT | Überlauf zu UF1, neuer UF hinzugefügt |
| 14 | Nach der Behandlung | Spülen Sie 2 Mal mit reinem Wasser. | Spray | 0,8 | RT | — |
| 15 | Nach der Behandlung | Tropfend | — | 5,0 | RT | — |
| 16 | Trocknen & Kühlen | E-Coat-Lackhärteofen | Warmluftzirkulation | 25,0 | 170°-190° | Direkte Erdgasbefeuerung |
| 17 | Trocknen & Kühlen | Kühlung | — | 25,0 | RT | — |
| 18 | Be- und Entladen | Entladung | Handbuch | — | RT | Manuelle Bedienung |
Pulverbeschichtung in der Vorbehandlungsanlage Vorbehandlung für Pulverbeschichtung Vorbehandlung der E-Coating-Anlage (Sprühverfahren)
Verwandtes Produkt
ST-EC-SP




