 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
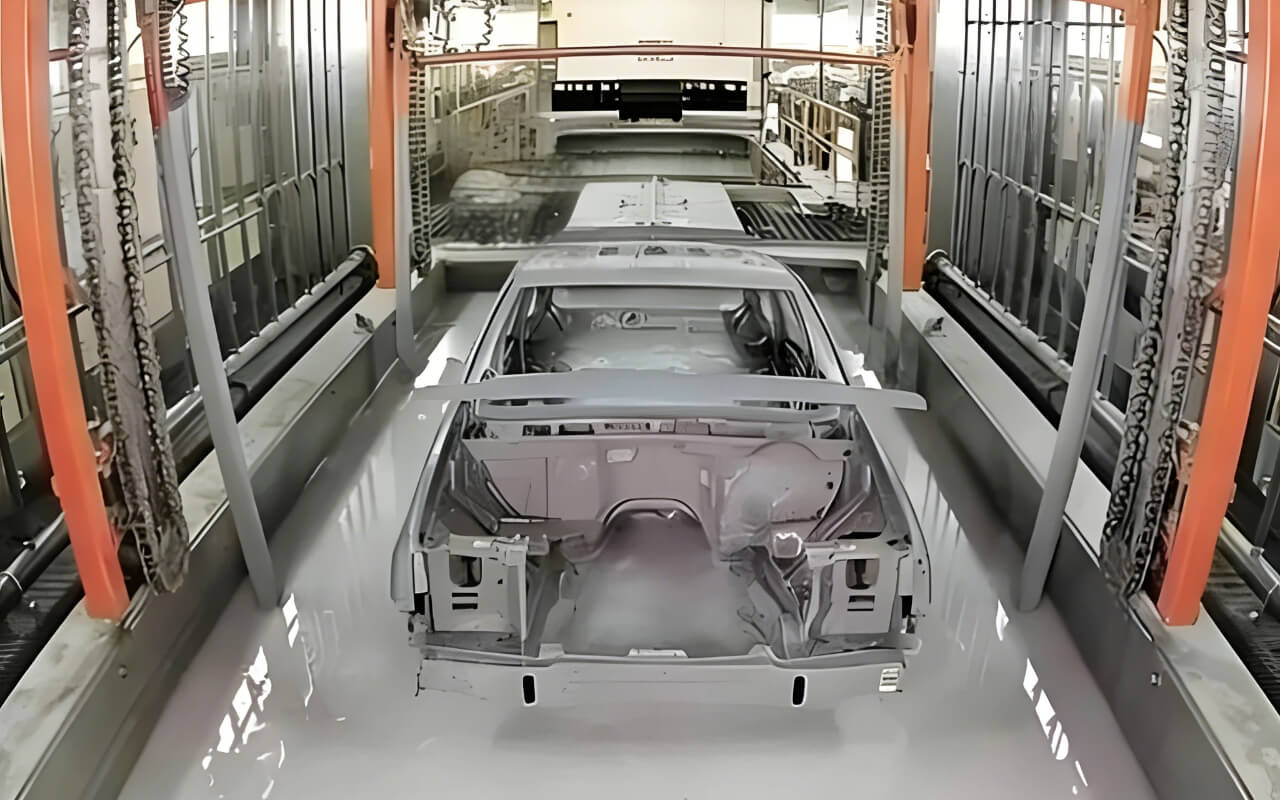
Tiếng ViệtVorbehandlung für die kathodische elektrophoretische Beschichtung von Automobilstoßstangen
ST-P2320





Preis: USD5000~10000
Angebot anfordern PDF
Um den Produktionsraum effizient zu nutzen, wird ein vollständig auf Sprühtechnik basierendes Behandlungsverfahren angewendet.
Nach der Entfettung und der keramischen Konversionsbeschichtung wird eine mehrstufige Gegenstromspülung eingesetzt, die die Reinigungsqualität verbessert und gleichzeitig Wasser spart.
Die Sprühsteigleitungen sind mit einem zweistufigen Druckregelungssystem ausgestattet, das für einen stabileren Ausstoß aus den Zerstäubungsdüsen sorgt.
Zwischen den Sprühsteigleitungen und den Hauptleitungen werden Schnellkupplungen verwendet, die eine einfache Installation und Wartung ermöglichen.
Vorbehandlungsanlage und Reinstwassersystem:
Die Vorbehandlungsanlage besteht aus 8 Prozessstufen, 8 Sprühsystemen, 8 Sprühlösungsbehältern, 8 Sprühumwälzpumpen und 3 Heizsystemen.
Hauptanlagenkonfiguration:
1. Sprühkabine: 1 Linie
2. Sprühleitungssysteme: 8 Sätze
3. Sprühlösungsbehälter: 8 Einheiten 4. Sprühpumpen: 8 Einheiten
5. Absauganlagen: 2 Einheiten
; Inspektionstüren und -plattformen: 1 Satz; Ein- und Auslasstreppen: 2 Sätze 6. Heizsysteme
: 3 Sätze; Edelstahl-Wärmetauscher: 3 Einheiten; Erdgasbrenner: 3 Einheiten
7. Hauptwasserleitungen: 2 Sätze; Nebenwasserleitungen: 8 Sätze
Beschichtungslösungen für die Industrie


Vorbehandlung für die kathodische elektrophoretische Beschichtungslinie für Automobilstoßstangen
1. Warmwasserwaschbereich: 1 Einheit
Grundvoraussetzungen:
Der Kabinenkörper besteht aus mattiertem Edelstahlblech 304; der Tank verwendet Edelstahl 304 als Innenplatte mit 50 mm Isolierung; der Rahmen ist aus 50 × 3 Vierkantrohr gefertigt; die Außenwand besteht aus δ0,8 Edelstahlblech; Steckpaneelkonstruktion.
2. Vorentfettungsabschnitt: 1 Einheit
Grundvoraussetzungen:
Der Kabinenkörper besteht aus mattiertem Edelstahlblech 304; der Tank verwendet Edelstahl 304 als Innenplatte mit 50 mm Isolierung; der Rahmen ist aus 50 × 3 Vierkantrohr gefertigt; die Außenwand besteht aus δ0,8 Edelstahlblech; Steckpaneelkonstruktion.
3. Hauptentfettungsabschnitt: 1 Einheit
Grundvoraussetzungen:
Der Kabinenkörper besteht aus mattiertem Edelstahlblech 304; der Tank verwendet Edelstahl 304 als Innenplatte mit 50 mm Isolierung; der Rahmen ist aus 50 × 3 Vierkantrohr gefertigt; die Außenwand besteht aus δ0,8 Edelstahlblech; Steckpaneelkonstruktion.
4. Wasserspülung Abschnitt 1: 1 Einheit
Grundvoraussetzungen:
Der Kabinenkörper besteht aus Edelstahlblech SUS304; der Tank ist aus einlagigem Edelstahlblech 304 gefertigt; Beinhöhe: 100 mm.
5. Wasserspülung Abschnitt 2: 1 Einheit
Grundvoraussetzungen:
Der Kabinenkörper besteht aus Edelstahlblech SUS304; der Tank ist aus einlagigem Edelstahlblech 304 gefertigt; Beinhöhe: 100 mm.
6. Keramische Konversionsbeschichtung: 1 Einheit
Grundvoraussetzungen:
Der Kabinenkörper besteht aus Edelstahlblech SUS304; der Tank ist aus einlagigem Edelstahlblech 304 gefertigt; Beinhöhe: 100 mm.
7. Wasserspülung Abschnitt 3: 1 Einheit
Grundvoraussetzungen:
Der Kabinenkörper besteht aus Edelstahlblech SUS304; der Tank ist aus einlagigem Edelstahlblech 304 gefertigt; Beinhöhe: 100 mm.







