English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtСистема предварительной обработки жидким покрытием
ST-LC-PT







Цена: USD1000~20000
Получить предложение PDF
Процесс является комплексным и критически важным: на этапе предварительной обработки осуществляется тщательное удаление различных загрязнений (таких как масло, ржавчина и пыль) с поверхности заготовки
Разнообразные и автоматизированные технические решения: Мы предлагаем различные методы предварительной обработки, от ручных до автоматизированных (включая автоматизированное распыление и автоматизиров
Мы уделяем большое внимание безопасности и защите окружающей среды: мы разработали строгие правила закупки, хранения, использования и реагирования на чрезвычайные ситуации с применением сильных кислот
Особое внимание уделяется интеграции технологических процессов и сушке: подчеркивается важность процесса фосфатирования/пассивации для предотвращения образования ржавчины после предварительной обработ
Оборудование для покраски ShengTai: Этап предварительной обработки на линии покраски подразумевает полную очистку поверхности заготовки от загрязнений, таких как окисление, ржавчина, масло, пыль и другие примеси. Это обеспечивает прочное сцепление порошкового покрытия или краски с металлической поверхностью, тем самым повышая качество заготовки и продлевая срок ее службы.
Решения для нанесения покрытий в промышленности
Система предварительной обработки жидким покрытием

Оборудование для покраски ShengTai: Этап предварительной обработки на линии покраски подразумевает полную очистку поверхности заготовки от загрязнений, таких как окисление, ржавчина, масло, пыль и другие примеси. Это обеспечивает прочное сцепление порошкового покрытия или краски с металлической поверхностью, тем самым повышая качество заготовки и продлевая срок ее службы.
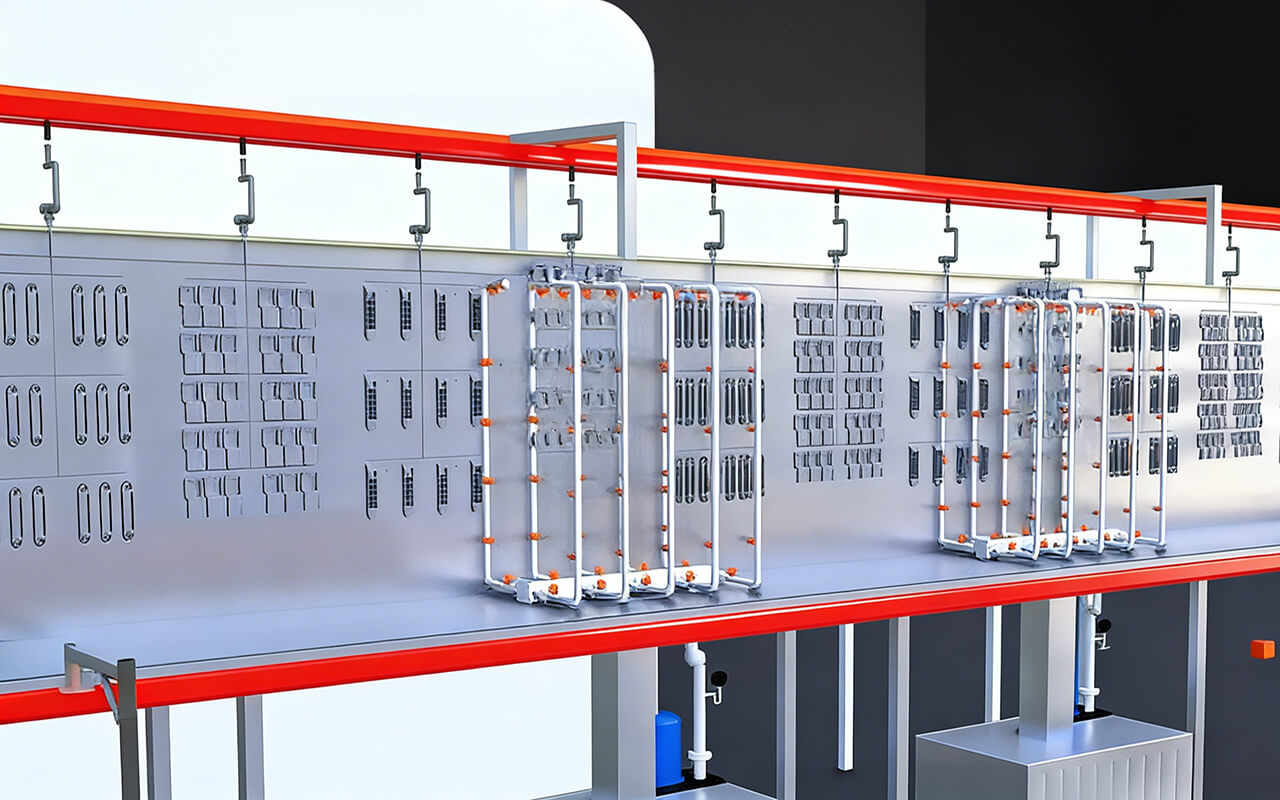
Важнейшим этапом предварительной обработки на линии покраски является тщательное удаление различных загрязнений (таких как смазочные материалы, эмульгаторы, жир, пятна от пота и т. д.) и пыли с поверхности заготовки, что обеспечивает чистоту и подготовку поверхности к нанесению покрытия. Этот процесс не только гарантирует превосходную адгезию покрытия, но и является важной частью нашего современного оборудования для нанесения жидких покрытий и антикоррозионного оборудования, обеспечивая долговременную защиту и прочность вашей продукции.
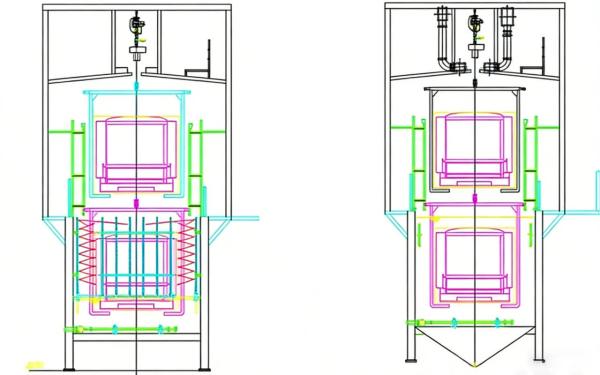
(1) Производство стадии предварительной обработки на линии нанесения покрытия
Предварительная обработка включает в себя либо простые ручные процессы, либо автоматизированные процессы. Последние, в свою очередь, подразделяются на автоматическое распыление и автоматическое погружное распыление. Перед порошковой покраской заготовки должны пройти обработку поверхности для удаления масла и ржавчины. На этом этапе используются различные химические растворы, в основном, средства для удаления ржавчины, обезжиривающие средства, кондиционеры для поверхности и фосфатирующие агенты.
На этапе предварительной обработки или в цехе нанесения покрытий крайне важно разработать необходимые протоколы для закупки, транспортировки, хранения и использования сильных кислот и щелочей. Работники должны быть обеспечены необходимыми средствами индивидуальной защиты, а также безопасными и надежными контейнерами, инструментами для погрузки и разгрузки и смесительным оборудованием. Необходимо также разработать меры реагирования на чрезвычайные ситуации и методы спасения в случае потенциальных аварий. Кроме того, поскольку на этапе предварительной обработки образуется определенное количество отходящих газов, отходящих жидкостей и других загрязняющих веществ, необходимы меры по защите окружающей среды. Это включает в себя установку вытяжных систем, дренажных систем и оборудования для очистки сточных вод.
Качество предварительно обработанных заготовок может варьироваться в зависимости от используемых растворов для предварительной обработки и особенностей оборудования для нанесения жидкого покрытия. Для хорошо обработанных заготовок, с которых полностью удалены масло и ржавчина, фосфатирование или пассивация обычно применяются на последующих этапах вскоре после предварительной обработки, чтобы предотвратить быстрое повторное ржавление. Перед порошковой покраской фосфатированные заготовки следует высушить для удаления поверхностной влаги. Для мелкосерийного или единичного производства обычно используются естественная сушка на воздухе, сушка на солнце или сушка с помощью воздуходувки. Для крупномасштабного конвейерного производства обычно используется низкотемпературная сушка в печах или сушильных туннелях.
Компания ShengTai Painting Equipment специализируется на предоставлении современного оборудования для нанесения жидких покрытий и комплексных решений в области антикоррозионной защиты, обеспечивая эффективные, безопасные и соответствующие экологическим нормам процессы предварительной обработки для вашей линии нанесения покрытий.
| Этапы процесса | основная цель | Метод работы и ключевые параметры | Справочная информация о размерах оборудования |
| 1. Промывка водой под высоким давлением | Вначале необходимо удалить с поверхности заготовки примеси, такие как масло, железная стружка и сварочный шлак. | Для распыления используются пистолеты или распылительные устройства высокого давления, при этом давление воды обычно составляет от 0,15 до 0,3 МПа. | Диаметр сопла краскопульта обычно составляет 1,5–3 мм; расстояние между распылительными трубками регулируется в зависимости от размера обрабатываемой детали и, как правило, составляет 0,5–1 м. |
| 2. Предварительное обезжиривание | Для подготовки к последующей обезжириванию удалите большую часть масла и жира. | Частичное распыление и погружение или полное распыление, температура 50–60℃, время 1–3 минуты. | Длина ванны для предварительного обезжиривания определяется в зависимости от длины заготовки, обычно 3–5 м, ширина составляет 1–2 м, а глубина — 0,5–1 м. |
| 3. Обезжиривание | Для полного удаления жира часто используются щелочные обезжиривающие средства. | Погружать в раствор или распылять при температуре 55–65°C в течение 3–5 минут. | Обезжиривающий резервуар по размерам аналогичен предварительному обезжиривающему резервуару: его длина составляет 3–6 м, ширина — 1–2 м, а глубина — 0,5–1 м. |
| 4. Промыть водой (1–2 раза) | После обезжиривания смойте остатки жидкости, чтобы предотвратить загрязнение в последующих процессах. | Для мытья или опрыскивания используйте воду, оставшуюся после слива ректального раствора, комнатной температуры, в течение 0,5–2 минут. | Длина бака для стирки составляет 2–4 м, ширина — 1–1,5 м, а глубина — 0,5–1 м; высота переливного отверстия обычно составляет 1/3–1/2 высоты бака. |
| 5. Регулировка стола | Для обеспечения равномерного формирования фосфатной пленки необходимо отрегулировать микроструктуру поверхности заготовки. | Замачивайте в течение 0,5–2 минут при pH 7,5–10,0. | Калибровочная канавка имеет длину 2–3 м, ширину 1–1,5 м и глубину 0,5–1 м. |
| 6. Фосфатирование | На поверхности заготовки образуется фосфатная конверсионная пленка, которая улучшает адгезию покрытия и коррозионную стойкость. | Погружать в раствор или распылять при температуре 35–55°C в течение 3–10 минут. | Ванна для фосфатирования имеет длину 3–5 м, ширину 1–2 м и глубину 0,5–1 м; расстояние между форсунками при распылительном фосфатировании составляет 0,5–1 м. |
| 7. После фосфатирования промыть водой. | Для предотвращения коррозии удалите остатки фосфатирующего раствора. | Для мытья или опрыскивания используйте воду, оставшуюся после слива ректального раствора, комнатной температуры, в течение 0,5–2 минут. | Подобно предыдущему моечному баку, он имеет длину 2–4 м, ширину 1–1,5 м и глубину 0,5–1 м. |
| 8. Сушка | Для подготовки поверхности заготовки к покраске удалите с нее влагу. | Сушка осуществляется путем запекания или сушки на воздухе. Температура запекания обычно составляет 60–80℃, а время — 10–30 минут. | Длина сушильной камеры определяется в зависимости от длины заготовки, обычно 5–10 м, ширина составляет 2–3 м, а высота — 2–3 м. |