 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtDetaillierte Analyse des Einflusses des Spritzpistolenabstands auf die Oberflächenqualität
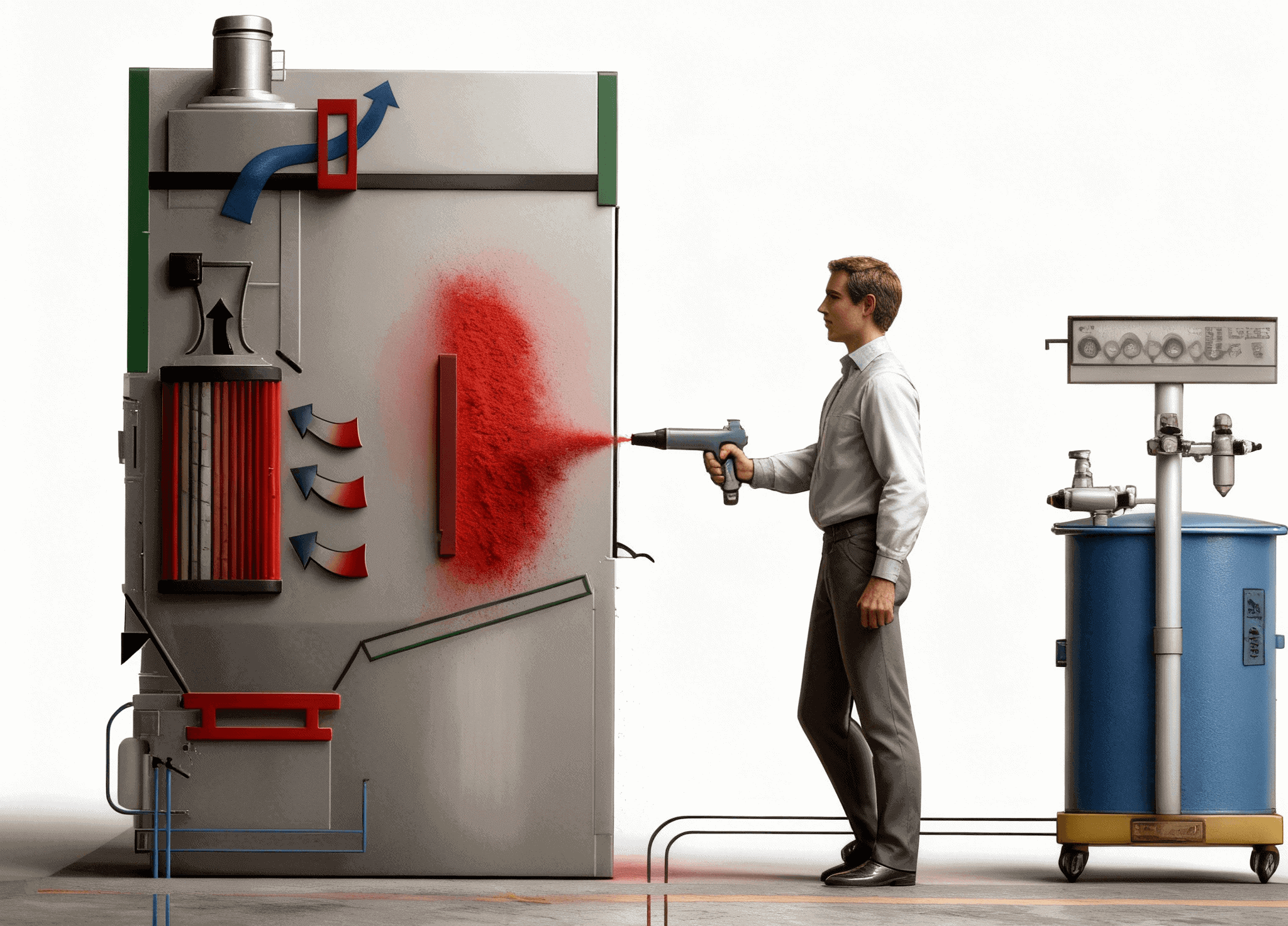
In einer Pulverbeschichtungsanlage ist der Abstand der Spritzpistole ein kritischer Parameter, der die Beschichtungsqualität, Effizienz und Stabilität direkt beeinflusst.
Nachfolgend finden Sie eine detaillierte Analyse von ShengTai Painting Equipment darüber, wie sich der Abstand der Spritzpistole auf die endgültige Oberflächenbeschaffenheit nach der Pulverbeschichtung auswirkt.

I. Spritzpistolenabstand zu gering (üblicherweise < 150 mm)
-
Ungleichmäßige Beschichtungsdicke, Neigung zu Orangenhautstruktur oder Läufern: Wenn die Spritzpistole zu nah am Objekt ist, wird in kürzester Zeit eine große Menge Pulver aufgetragen. Bevor die Beschichtung während des Aushärtens vollständig schmelzen und sich glätten kann, wird der Film zu dick, was zu schlechtem Verlauf führt. Dies verursacht raue, orangenhautartige Oberflächen und in schweren Fällen Läufer, ähnlich wie bei flüssiger Farbe.
-
Verstärkter Faraday-Käfigeffekt, erschwerte Pulverbeschichtung: Die elektrostatische Feldstärke ist umgekehrt proportional zum Quadrat des Abstands. Bei sehr geringem Abstand zur Pulverpistole ist das elektrische Feld extrem stark, gleichzeitig verstärkt sich aber auch die elektrostatische Abstoßung zwischen geladenen Pulverpartikeln. Dadurch haftet das Pulver bevorzugt an Kanten und Vorsprüngen, während Vertiefungen, Innenecken und Rillen unzureichend beschichtet werden, was zu dünnen Schichten oder sogar freiliegendem Substrat führt.
-
Rückionisierung (umgekehrte Ionisierung): Dies ist eines der häufigsten und gravierendsten Probleme, die durch zu großen Abstand zwischen den Schichten entstehen. Eine zu dicke Pulverschicht lagert vor dem Aushärten übermäßig viel negative Ladung an der Oberfläche ab, wodurch ein sehr hohes elektrisches Potenzial entsteht. Sobald dieses Potenzial hoch genug ist, um die Luft (oder die Pulverschicht) zu durchdringen, kommt es zu einem umgekehrten Fluss positiver Ionen. Diese Ionen neutralisieren die negativen Ladungen der darunterliegenden Pulverschicht, wodurch das Pulver von der Oberfläche abgestoßen wird. Dies führt zu Poren, Blasen und kraterartigen Defekten, die die Beschichtungsdichte und das Erscheinungsbild erheblich beeinträchtigen.
-
Gefahr von elektrischer Entladung und Funkenbildung: Wenn die Pistole zu nah am Werkstück ist, können starke elektrostatische Funken entstehen. Dies kann die Beschichtung und das Substrat beschädigen, schwarze Brandspuren hinterlassen und stellt zudem ein potenzielles Sicherheitsrisiko in der Pulverbeschichtungsanlage dar.
II. Spritzpistolenabstand zu groß (üblicherweise > 350 mm)

-
Reduzierte Übertragungseffizienz und übermäßiger Pulververlust: Mit zunehmender Transportstrecke nimmt die kinetische Energie des Pulvers ab und die elektrostatische Anziehungskraft schwächer. Ein erheblicher Teil des Pulvers haftet nicht effektiv am Werkstück, was zu geringer Ausnutzung, höheren Kosten und erhöhter Umweltbelastung führt.
-
Lockere Beschichtungsstruktur und mangelhafte Haftung: Aufgrund unzureichender kinetischer Energie und elektrostatischer Kräfte beim Aufprall bilden die Pulverpartikel eine weniger dichte Beschichtung. Die Haftfestigkeit zwischen den Partikeln sowie zwischen Beschichtung und Substrat wird reduziert. Dies kann zu geringerer Härte, schlechterer Verschleißfestigkeit und einem höheren Risiko des Ablösens führen.
-
Ungleichmäßige Schichtdicke und unzureichende Randabdeckung: Die Pulverbahnen werden über längere Strecken leichter durch Luftströmungen gestört, was zu ungleichmäßiger Abscheidung führt. Zudem verringert das geschwächte elektrostatische Feld den „Wrap-around“-Effekt, wodurch dünnere Beschichtungen an Kanten und Ecken entstehen.
-
Raue Oberfläche und mangelhafte Nivellierung: Aufgrund schwacher Haftung können sich Pulverpartikel lose auf der Oberfläche ansammeln. Während des Aushärtens schmelzen und verlaufen sie möglicherweise nicht vollständig, was zu einer trockenen, körnigen und rauen Oberfläche führt.
III. Synergistische Wechselwirkung mit anderen Parametern;

Der Effekt des Spritzpistolenabstandes existiert nicht unabhängig und muss in Abstimmung mit anderen wichtigen Parametern einer Pulverbeschichtungsanlage angepasst werden:
-
Elektrostatische Spannung: Bei höheren Spannungen kann die effektive Anziehungsdistanz erhöht werden; bei niedrigeren Spannungen sollte der Abstand der Elektronenkanone entsprechend verringert werden.
-
Pulverausstoß / Zerstäubungsluftdruck: Bei höherem Pulverausstoß hilft eine Vergrößerung des Pistolenabstands, eine zu schnelle Pulverablagerung zu verhindern.
-
Werkstückgeometrie:
Bei einfachen, flachen Teilen kann der Abstand der Pistole auf einem stabilen Mittelwert gehalten werden.
Bei Bauteilen mit tiefen Vertiefungen oder komplexen Geometrien ist häufig eine dynamische Anpassung erforderlich. Für ebene Flächen wird ein normaler Abstand verwendet, während bei Vertiefungen eine Vergrößerung des Abstands der Schweißpistole und eine Reduzierung der Spannung dazu beitragen können, den Faraday-Käfig-Effekt zu verringern – und dabei die Gesamtübertragungseffizienz beizubehalten.
IV. Empfohlene Sprühparameter

1. Einstellung des Spritzpistolenabstands
Als optimale Ausgangsentfernung wird ein Schussabstand von 150–300 mm empfohlen. Feineinstellungen sollten je nach Produktstruktur und Schießtechnik vorgenommen werden.
2. Kombinierte Parameteranpassung
Je nach Werkstückform und erforderlicher Schichtdicke müssen die elektrostatische Spannung (typischerweise 60–90 kV) und die Pulverausstoßmenge gleichzeitig angepasst werden, um die besten Beschichtungsergebnisse zu erzielen.
Dank der optimierten Parameterabstimmung und des professionellen Systemdesigns von ShengTai Painting Equipment erreichen Pulverbeschichtungsanlagen einen stabilen Betrieb, eine hohe Übertragungseffizienz und eine gleichbleibend hohe Oberflächenqualität.









