 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
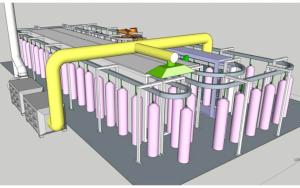
Tiếng ViệtManuelle Lackierproduktionslinie
ST-MPCL2914







Preis: USD30000~50000
Angebot anfordern PDF
Niedrige Investitionskosten: ideal für kleine Unternehmen oder Startups
Hohe Flexibilität und Anpassungsfähigkeit: für verschiedene Formen, Größen, Materialien und Kleinserien
Kontrollierbare Beschichtungsqualität: Erfahrene Bediener können die Sprühergebnisse durch Sichtprüfung und praktische Erfahrung direkt steuern.
Einfache Wartung: Unkomplizierte Konstruktion mit einfacher und kostengünstiger Wartung
Eine manuelle Pulverbeschichtungsanlage besteht in der Regel aus einer elektrostatischen Pulverspritzpistole, einer Pulverspritzkabine und einem Trockenofen zum Aushärten. Manuelle Pulverbeschichtungssysteme sind in vielfältigen Konfigurationen erhältlich, um unterschiedlichen Produktionsanforderungen gerecht zu werden. Im Vergleich zu automatisierten Lösungen sind manuelle Pulverbeschichtungsanlagen meist kostengünstiger. Bei der Auswahl manueller Pulverbeschichtungsmaschinen ist es wichtig, einen zuverlässigen Hersteller zu wählen, der stabile Leistung und verlässliche Produktqualität gewährleistet. Darüber hinaus sind kontinuierliche, förderbandbasierte Pulverbeschichtungsanlagen aufgrund ihrer Effizienz und Praktikabilität bei Zaun- und Türenherstellern sehr beliebt.
Beschichtungslösungen für die Industrie

I. Grundlegende Parameter
| Abmessungen des Werkstücks (mm * mm * mm) | 2350x900x1400 |
| Sprühzeit | 8 Stunden pro Tag |
| Produktionsstandort (m * m) | 20x12 |
| Dreiphasenwechselstrom | 240 V |
| Frequenz | 60 Hz |
II. Prozessablauf und Produktionskapazität
1. Spritzlackieranlage: Aufhängen → Besprühen mit sauberem Wasser → Trocknen (100-120 ℃) → Sprühen (automatisches oder manuelles Sprühen) → Einbrennen der Farbe (einstellbar bei 180-220 ℃) → Abkühlen → Aufhängen.
2. Förderkettengeschwindigkeit: 0,5-0,8 m/min.
III. Prozessparameter
Hauptkomponenten für die künstliche Raumtemperatur installieren und aufhängen
1. Sprühdruck: 1,5–2,0 bar
2. Elektrische Trocknungsheizung: 7,80-100 °C
3. Pulversprühanleitung: 2-4 Räume
4. Backtemperatur: 180–220 °C. Die Backtemperatur kann je nach Beschichtungsanforderungen angepasst werden.
IV. Beschreibung des Anlagenprozesses und der Anlagenkonstruktion
a. Reinigungsraum mit Sprühwasser
1. Klarwasser-Sprühraum: 1 Set
2. Prozessname: Reinigung
3. Verarbeitungsmethode: Sprühen
4. Bearbeitungszeit (Minuten): 2
5. Außenmaße des Raumes (mm): 4000 × 2000 × 3600.
6. Abmessungen des Umwälzwassertanks (mm): 1220 × 610 × 650,
7. Plattenmaterial: 2,0 mm starkes Edelstahlblech SUS304, verzinktes Vierkantrohr aus Kohlenstoffstahl für das Chassis
8. Sprührohr: Heißschmelz-PPR-Rohr
9. Sprühen: PP-Düse
10. Sprühwasserpumpe: Vertikale Kreiselpumpe, Leistung 1,5 W, 16 m³/h, 1,5 bar
b. Förderanlagen
1. Kettenlaufwerk-Stützrahmen: 100 × 100 mm Vierkantrohr aus Kohlenstoffstahl.
2. Förderkettenmodell: 150 Hochleistungs-Aufhängungskette, Teilung 250 mm, Gesamtlänge 72 Meter.
3. Die hängende Last: tragfähige Y-förmige Hebevorrichtung
4. Belastbarkeit: 55 kg, bei einem Abstand von 500 mm.
5. Schienentyp: eine C-förmige Konstruktion aus 3,5 mm Stahlblech.
6. Gesamtlänge: 72 Meter.
7. Spannungseinstellvorrichtung Federtyp: 1 Satz.
8. Antriebsausrüstung Gleistyp: Untersetzungsverhältnis 1:100, Motorleistung 1,5 kW, konstante Drehzahl, 1 Satz.
9. Auslegungsprozess für die Kettengeschwindigkeit: Die Kettengeschwindigkeit beträgt V=0,8 m/min (Frequenzumrichter wird vom Kunden installiert).
c. Trockenofen und Backofen
1. Unterrahmen der Backkammer: 80 × 80 mm verzinkte Stahl-Vierkantrohre, 2,0 mm dick. Isolierplatte für die Trockenkammer: 75 mm Steinwolle-Sandwichplatte.
2. Isolierplatte für die Hochtemperatur-Trockenkammer: 125 mm Steinwolle-Sandwichplatte.
3. Innere und äußere Platten der Dämmplatte: 0,6 mm dicke, farbbeschichtete Platten
4. Mittlere Schicht: 100K Steinwolle-Dämmmaterial.
5. Temperatur der Außenwand der Kammer: nicht höher als 10 ℃ über der Umgebungstemperatur.
d. Heizsystem
1. Heizvorrichtung: 2602 (hochtemperatur- und druckbeständige Keramikteile), direktes Erhitzen mit Infrarotstrahlung durch Erdgas
2. Erdgas-Infrarotstrahler: am Boden des Backofens installiert.
3. Abmessungen des Erdgas-Infrarotstrahlers: 930 * 135 * 190 (mm)
4. Heizleistung: 10,3 (8,9) kW (kcal/h).
5. Installationsanzahl: 16 Trockenöfen; 42 Hochtemperatur-Backöfen.
Pulverbeschichtungsanlage Pulverbeschichtung Industrielackierkabine manuelle Pulverbeschichtungslinie
Verwandtes Produkt

ST-MPCL2914
Manuelle Lackierproduktionslinie

ST-MPCL6120
Elektrischer Heizofen, Sprühbeschichtungsanlage

ST-MPCL6010
Manuelle Metallpulverbeschichtungsanlage


ST-MPCL6032





