English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtInnovative Lösungen zur Fahrzeugvorbehandlung
ST-LCP2000







Preis: USD10000~30000
Angebot anfordern PDF
Ressourceneffizienz: Die kontinuierliche Filtration von Prozessflüssigkeiten reduziert den Verbrauch von Chemikalien und Frischwasser erheblich.
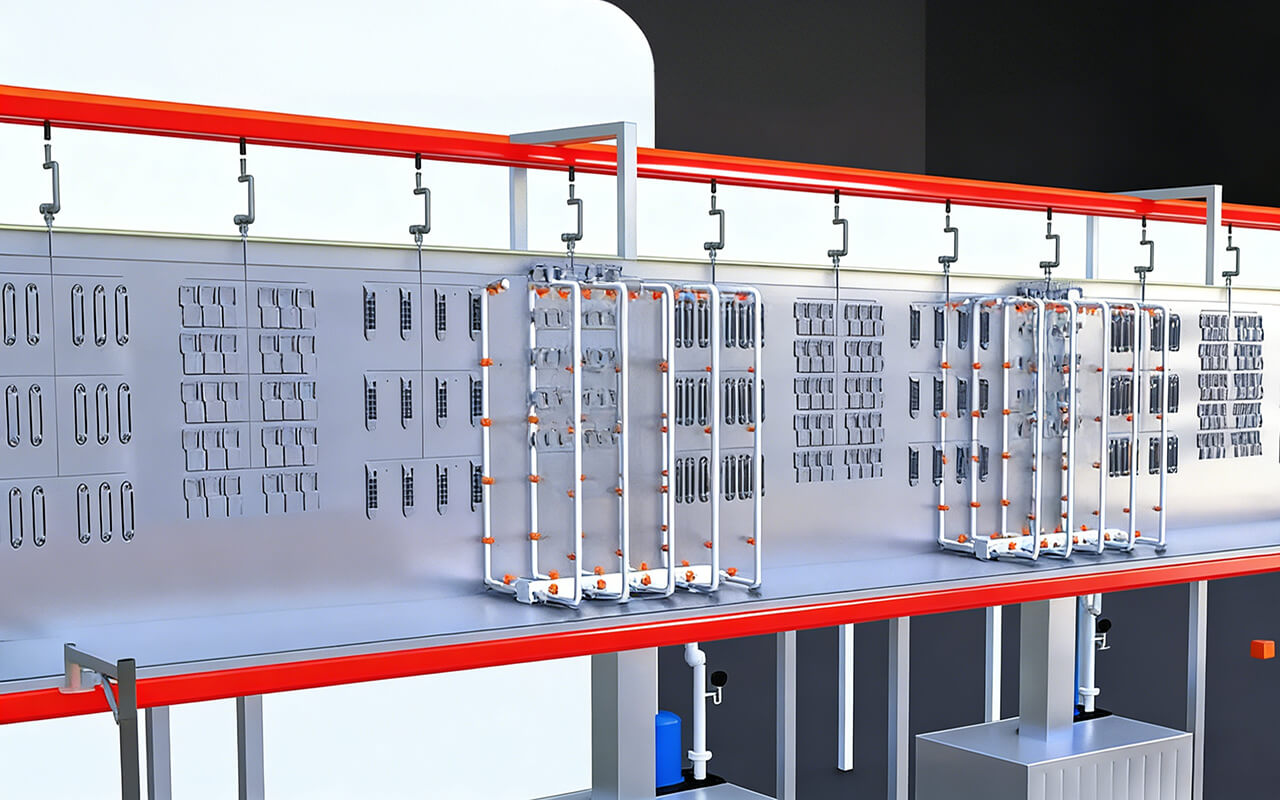
Bewährte Technologie: Beispiele für unsere effektiven Lösungen sind das effiziente ShengTai® Rotations-Tauchverfahren und unser optimiertes Anodenkontrollsystem.
Systemdesign: Wir legen von der ersten Planungsphase an Wert auf hochflexible, kompakte Layouts mit niedrigen Betriebskosten.
Prozessoptimierung: Wir setzen prozessübergreifende Strategien ein, um neue Verbesserungen bei der Energieeffizienz und der Qualität der Endbeschichtung zu erzielen.
Die Lackierung eines Fahrzeugs beginnt mit zwei grundlegenden Schritten, die die Karosserie vorbereiten und schützen:
1. Schritt 1: Vorbehandlung
◦ In diesem ersten Schritt wird die Karosserie gründlich gereinigt, entfettet und in der Regel phosphatiert, um eine optimale Oberfläche für alle nachfolgenden Lackschichten zu schaffen.
2. Schritt 2: Elektrotauchlackierung (E-Coat)
◦ Hierbei wird eine Korrosionsschutzgrundierung aufgetragen, indem die gesamte Karosserie in ein leitfähiges Bad getaucht wird. Dieses Tauchverfahren garantiert eine vollständige Abdeckung, einschließlich aller Hohlräume und Bereiche.
Diese Prozesse basieren auf fortschrittlichen, anpassungsfähigen Technologien, die von Grund auf auf Effizienz und Leistung ausgelegt sind.
Beschichtungslösungen für die Industrie
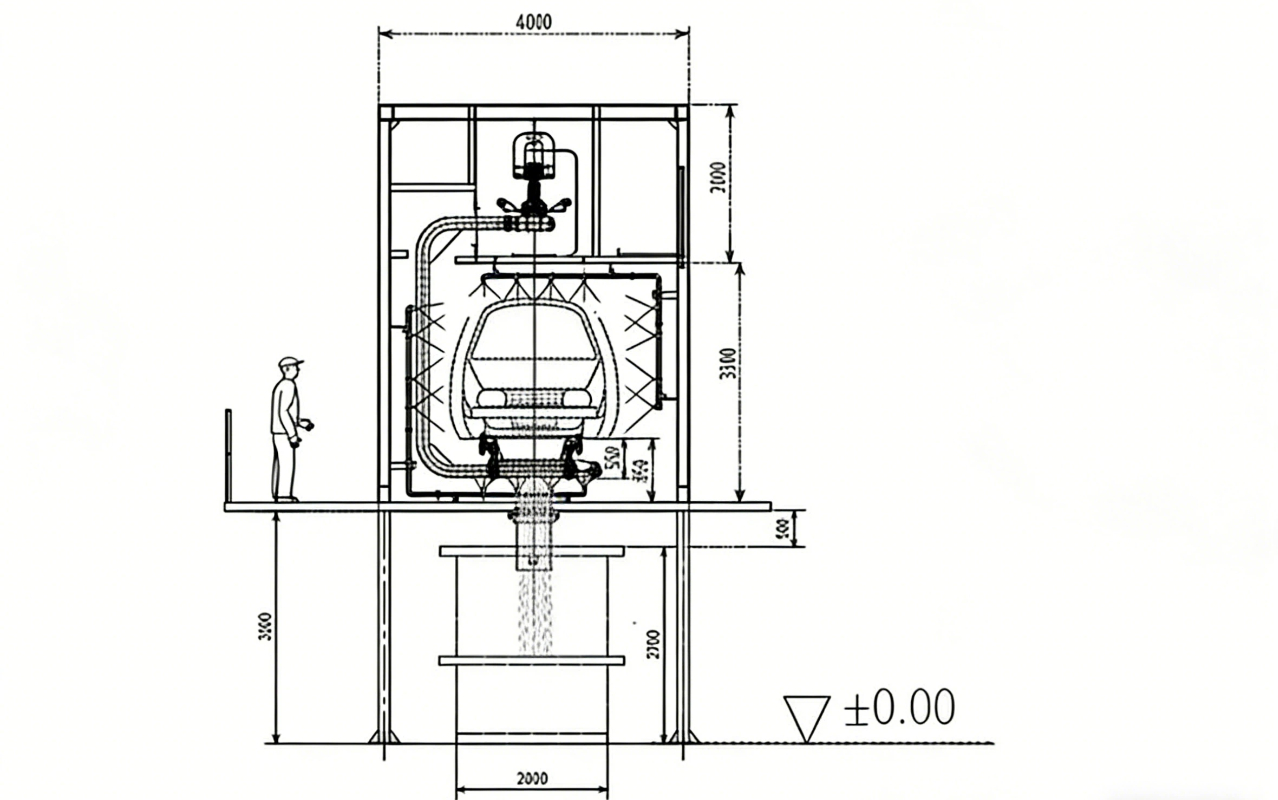
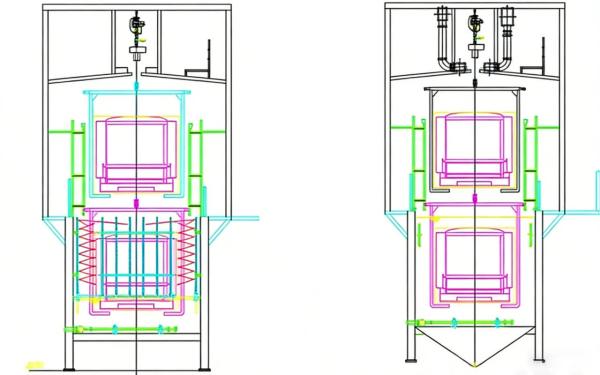
Querschnittsdiagramm für die Vorbehandlungssprühung
Die Vorbehandlung ist die Grundlage des Lackierprozesses und hat einen erheblichen Einfluss auf die endgültige Qualität der Beschichtung. Zu den wichtigsten Schritten gehören Entfetten, Beizen, Phosphatieren und Passivieren.
• Das Entfetten ist der grundlegendste Schritt. Wenn Öl und Fett nicht gründlich von der Werkstückoberfläche entfernt werden, sind alle nachfolgenden Schritte wirkungslos.
• Beizen wird hauptsächlich zur Entfernung von Zunder von warmgewalzten Stahlplatten eingesetzt. In der Automobillackierung findet es vor allem bei Rahmen und Rädern Anwendung. Allerdings kann Beizen die Werkstattumgebung stark belasten und sollte daher nach Möglichkeit vermieden werden – Kugelstrahlen bietet sich als Alternative an. Beizen darf niemals an Karosserien angewendet werden.
• Die Phosphatierung ist ein entscheidender Schritt, da sie sowohl die Haftung der Werkstückoberfläche als auch die Korrosionsbeständigkeit der elektrophoretischen Beschichtung verbessert.
• Die Passivierung trägt zur Stabilisierung der Qualität des Phosphatfilms bei. Aufgrund der starken Wasserverschmutzung durch Chromionen und der Komplexität der Aufbereitung wird sie jedoch selten angewendet.
• Kugelstrahlen ist auch eine Vorbehandlungsmethode, die sich im Allgemeinen zum Entfernen von Zunder und Rost von dickeren Stahlplatten, -profilen und -gussteilen eignet.
| Vorbehandlungsprozessparameter für die Karosserie | ||||||
| Schritt | Prozessname | Funktion | Zeit (s) | Anmerkungen | Temperatur (°C) | Verfahren |
| 1 | Flutspülung | Verunreinigungen entfernen, Körper erhitzen | 60 | Kann entfallen, wenn der Körper sauber ist. | - | Spray |
| 2 | Vorentfettung | Öl von den Außenverkleidungen entfernen, Karosserie erhitzen | 60–120 | Die Entfettungslösung kann aus dem ersten Spülwasser zugeführt werden. | 50–55 | Spray |
| 3 | Entfettung | Öl und Fett entfernen | 120–180 | Verwenden Sie ein Reinigungsmittel mit Natriumsilikat, Phosphat, Tensiden usw., um Öl vom gesamten Körper zu entfernen. | 55–65 | Eintauchen |
| 4 | Spülung Nr. 1 | Entfetter entfernen, Körper abkühlen lassen | 30–60 | Leitungswasser; wird durch Überlauf oder Vorspülung aus Spülgang Nr. 2 aufgefüllt. | Raumtemperatur (vorzugsweise niedrig) | Spray |
| 5 | Spülung Nr. 2 | Entfetter entfernen, Körper abkühlen lassen | Dip & out | Ständig mit Leitungswasser nachfüllen (Auslaufsprühdüse); Körpertemperatur unter 40 °C halten. | Raumtemperatur (vorzugsweise niedrig) | Eintauchen |
| 6 | Oberflächenkonditionierung | Alkalische Aktivierung, Bildung von Nukleationsstellen | 60 | Verwenden Sie ein Konditionierungsmittel mit Titanat, Phosphat usw., um die Stahloberfläche leicht alkalisch zu machen. | Raumtemperatur. | Eintauchen |
| 7 | Phosphatierung | Phosphatbeschichtung bilden | 180 | Durch chemische Reaktion kann eine ternäre Zinkphosphatlösung mit Beschleunigern zur Bildung einer kristallinen Phosphatschicht verwendet werden. | 45–50 | Eintauchen |
| 8 | Spülung Nr. 3 | Phosphatlösung entfernen | 30–60 | Leitungswasser; wird über Überlauf oder Vorspülung aus Spülgang Nr. 2 aufgefüllt; Phosphatablagerungen werden speziell entfernt. | Raumtemperatur. | Spray |
| 9 | Spülung Nr. 4 | Phosphatlösung entfernen | Dip & out | Leitungswasser oder aufgefüllt aus Schritt 11 (DI-Spülung) über Überlauf oder Vorspülung | Raumtemperatur. | Eintauchen |
| 10 | DI Spülen | Ionische Verunreinigungen entfernen | Dip & out | Mit deionisiertem Wasser auffüllen | Raumtemperatur. | Eintauchen |
| 11 | Fresh DI Rinse | Abschließendes Spülen | 10–20 | Leitfähigkeit des Tropfwassers ≤ 30 µS/cm | Raumtemperatur. | Spray |