English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtVorbehandlungssystem für Flüssigbeschichtungen
ST-LC-PT







Preis: USD1000~20000
Angebot anfordern PDF
Der Prozess ist umfassend und von entscheidender Bedeutung: Die Vorbehandlungsphase zielt darauf ab, verschiedene Verunreinigungen (wie Öl, Rost und Staub) gründlich von der Werkstückoberfläche zu ent
Vielfältige und automatisierte technische Lösungen: Wir bieten eine Vielzahl von Vorbehandlungsmethoden an, von der manuellen bis zur automatisierten Vorbehandlung (einschließlich automatisiertem Sprü
Wir legen großen Wert auf Sicherheit und Umweltschutz: Wir haben strenge Vorschriften für die Beschaffung, Lagerung, Verwendung und Notfallmaßnahmen bei der Verwendung starker Säuren und Laugen erlass
Besonderer Wert wird auf die Prozessintegration und die Trocknungsbehandlung gelegt: Hervorgehoben wird der Phosphatierungs-/Passivierungsprozess zur Rostverhütung nach der Vorbehandlung sowie verschi
ShengTai Lackieranlagen: Die Vorbehandlung der Lackieranlage umfasst die vollständige Reinigung der Werkstückoberfläche von Verunreinigungen wie Oxidation, Rost, Öl, Staub und anderen Fremdkörpern. Dadurch wird sichergestellt, dass die Pulverbeschichtung oder der Lack fest auf der Metalloberfläche haftet und sich mit ihr verbindet. Dies verbessert die Qualität des Werkstücks und verlängert seine Lebensdauer.
Beschichtungslösungen für die Industrie
Vorbehandlungssystem für Flüssigbeschichtungen

ShengTai Lackieranlagen: Die Vorbehandlung der Lackieranlage umfasst die vollständige Reinigung der Werkstückoberfläche von Verunreinigungen wie Oxidation, Rost, Öl, Staub und anderen Fremdkörpern. Dadurch wird sichergestellt, dass die Pulverbeschichtung oder der Lack fest auf der Metalloberfläche haftet und sich mit ihr verbindet. Dies verbessert die Qualität des Werkstücks und verlängert seine Lebensdauer.
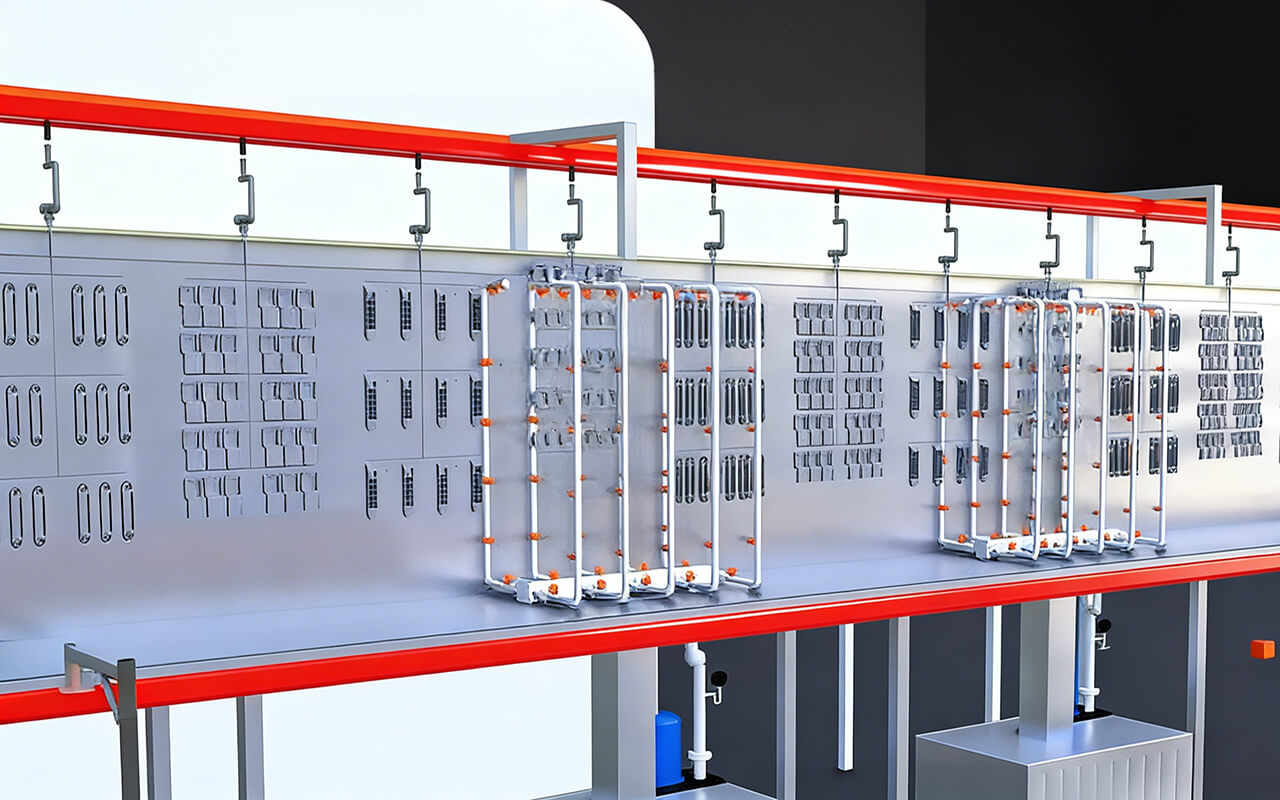
Als wesentlicher Schritt in der Vorbehandlung der Lackieranlage umfasst er die gründliche Entfernung verschiedener Verunreinigungen (wie Schmierstoffe, Emulgatoren, Fett, Schweißflecken usw.) und Staub von der Werkstückoberfläche. Dadurch wird eine saubere und optimal für die Beschichtung vorbereitete Oberfläche gewährleistet. Dieser Prozess garantiert nicht nur eine hervorragende Haftung der Beschichtung, sondern ist auch ein wichtiger Bestandteil unserer modernen Flüssigbeschichtungs- und Korrosionsschutzanlagen. So wird ein dauerhafter Schutz und die Langlebigkeit Ihrer Produkte sichergestellt.
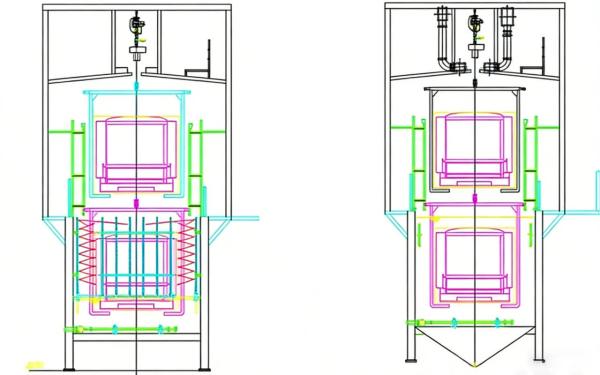
(1) Herstellung der Vorbehandlungsstufe in der Beschichtungslinie
Die Vorbehandlung kann entweder manuell oder automatisiert erfolgen. Letztere wird weiter in automatisches Sprühen und automatisches Tauchsprühen unterteilt. Vor der Pulverbeschichtung müssen die Werkstücke einer Oberflächenbehandlung unterzogen werden, um Öl und Rost zu entfernen. Hierbei kommen verschiedene chemische Lösungen zum Einsatz, vorwiegend Rostentferner, Entfetter, Oberflächenkonditionierer und Phosphatierungsmittel.
In der Vorbehandlungsphase bzw. im Werk einer Beschichtungsanlage ist es unerlässlich, die notwendigen Protokolle für die Beschaffung, den Transport, die Lagerung und die Verwendung starker Säuren und Laugen festzulegen. Die Arbeiter müssen mit der erforderlichen Schutzausrüstung sowie sicheren und zuverlässigen Behältern, Handhabungswerkzeugen und Mischgeräten ausgestattet werden. Auch Notfallmaßnahmen und Rettungsmethoden für mögliche Unfälle müssen entwickelt werden. Da in der Vorbehandlungsphase Abgase, Abfallflüssigkeiten und andere Schadstoffe entstehen, sind Umweltschutzmaßnahmen unerlässlich. Dazu gehören die Installation von Absaug-, Entwässerungs- und Abfallbehandlungsanlagen.
Die Qualität vorbehandelter Werkstücke kann aufgrund unterschiedlicher Vorbehandlungslösungen und der jeweiligen Verfahren der Flüssigbeschichtungsanlagen variieren. Bei gut vorbehandelten Werkstücken, bei denen Oberflächenöl und Rost vollständig entfernt wurden, wird in der Regel kurz nach der Vorbehandlung eine Phosphatierung oder Passivierung durchgeführt, um ein schnelles Wiederanrosten zu verhindern. Vor der Pulverbeschichtung müssen phosphatierte Werkstücke getrocknet werden, um die Oberflächenfeuchtigkeit zu entfernen. Bei Kleinserien oder Einzelstücken werden üblicherweise Lufttrocknung, Sonnentrocknung oder Heißlufttrocknung eingesetzt. In der Serienfertigung von großen Stückzahlen kommt typischerweise das Einbrennen bei niedrigen Temperaturen in Öfen oder Trockentunneln zum Einsatz.
ShengTai Painting Equipment ist spezialisiert auf die Bereitstellung fortschrittlicher Flüssigbeschichtungsanlagen und umfassender Korrosionsschutzanlagen und gewährleistet effiziente, sichere und umweltverträgliche Vorbehandlungsprozesse für Ihre Beschichtungsanlage.
| Prozessschritte | Hauptzweck | Funktionsweise und Schlüsselparameter | Referenz für die Gerätegröße |
| 1. Hochdruckwasserspülung | Zunächst müssen Verunreinigungen wie Öl, Eisenspäne und Schweißschlacke von der Oberfläche des Werkstücks entfernt werden. | Es werden Hochdruck-Spritzpistolen oder Sprühgeräte verwendet, wobei der Wasserdruck typischerweise zwischen 0,15 und 0,3 MPa liegt. | Der Düsendurchmesser der Spritzpistole beträgt üblicherweise 1,5–3 mm; der Abstand der Spritzrohre wird je nach Größe des Werkstücks angepasst und beträgt im Allgemeinen 0,5–1 m. |
| 2. Vorentfettung | Um die Vorbereitung für die anschließende Entfettung zu erleichtern, entfernen Sie den größten Teil des Öls und Fetts. | Teilweises Besprühen und Eintauchen oder vollständiges Besprühen, Temperatur 50–60℃, Zeit 1–3 Minuten. | Die Länge des Vorentfettungsbeckens richtet sich nach der Länge des Werkstücks und beträgt in der Regel 3–5 m, die Breite 1–2 m und die Tiefe 0,5–1 m. |
| 3. Entfetten | Zur gründlichen Entfernung von Fett werden häufig alkalische Entfettungsmittel eingesetzt. | Bei einer Temperatur von 55–65 °C 3–5 Minuten lang eintauchen oder besprühen. | Der Entfettungstank ist ähnlich groß wie der Vorentfettungstank, mit einer Länge von 3–6 m, einer Breite von 1–2 m und einer Tiefe von 0,5–1 m. |
| 4. Mit Wasser waschen (1–2 Mal) | Nach dem Entfetten jegliche Restflüssigkeit abspülen, um eine Kontamination nachfolgender Arbeitsschritte zu verhindern. | Das überschüssige Wasser kann zum Waschen oder Besprühen verwendet werden. Es sollte Raumtemperatur haben und sollte 0,5–2 Minuten lang verwendet werden. | Der Waschtank ist 2–4 m lang, 1–1,5 m breit und 0,5–1 m tief; die Höhe des Überlaufauslasses beträgt im Allgemeinen 1/3–1/2 der Tankhöhe. |
| 5. Tischjustierung | Die Mikrostruktur der Werkstückoberfläche muss so angepasst werden, dass eine gleichmäßige Bildung des Phosphatfilms gefördert wird. | 0,5–2 Minuten bei einem pH-Wert von 7,5–10,0 einweichen. | Die Messnut ist 2–3 m lang, 1–1,5 m breit und 0,5–1 m tief. |
| 6. Phosphatierung | Auf der Werkstückoberfläche bildet sich ein Phosphatierungsfilm, der die Haftung der Beschichtung und die Korrosionsbeständigkeit verbessert. | Bei einer Temperatur von 35–55 °C für 3–10 Minuten eintauchen oder besprühen. | Der Phosphatierungstank ist 3–5 m lang, 1–2 m breit und 0,5–1 m tief; der Düsenabstand beim Sprühphosphatieren beträgt 0,5–1 m. |
| 7. Nach der Phosphatierung mit Wasser abwaschen. | Restliche Phosphatierungslösung entfernen, um Korrosion zu verhindern. | Das überschüssige Wasser kann zum Waschen oder Besprühen verwendet werden. Es sollte Raumtemperatur haben und sollte 0,5–2 Minuten lang verwendet werden. | Ähnlich wie der vorhergehende Waschtank ist er 2–4 m lang, 1–1,5 m breit und 0,5–1 m tief. |
| 8. Trocknen | Um das Werkstück für den Anstrich vorzubereiten, sollte die Feuchtigkeit von der Oberfläche entfernt werden. | Trocknen Sie die Ware durch Backen oder Lufttrocknen. Die Backtemperatur beträgt im Allgemeinen 60–80 °C und die Backzeit 10–30 Minuten. | Die Länge der Trockenkammer richtet sich nach der Länge des Werkstücks und beträgt in der Regel 5–10 m, die Breite 2–3 m und die Höhe ebenfalls 2–3 m. |