 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtInnovative Automotive pretreatment solutions
ST-LCP2000







Price: USD10000~30000
Get Quote PDF
Resource Efficiency: Continuous filtration of process liquids significantly reduces the consumption of both chemicals and fresh water.
Proven Technology: Examples of our effective solutions include the efficient ShengTai® rotational dip process and our optimized anode control system.
System Design: We prioritize highly flexible, compact layouts with low operational costs from the initial planning phase.
Process Optimization: We employ cross-process strategies to unlock new improvements in energy efficiency and final coating quality.
The initial automotive painting sequence consists of two foundational stages that prepare and protect the vehicle body:
1. Stage 1: Pre-treatment
◦ This is the first step, where the body shell is thoroughly cleaned, degreased, and typically given a phosphate coating to establish an ideal surface for all subsequent paint layers.
2. Stage 2: Electro-coating (E-Coat)
◦ Here, an anti-corrosion primer is applied by immersing the entire body into a conductive bath. This immersion method guarantees complete coverage, including all internal cavities and sections.
These processes are built on advanced, adaptable technologies designed for efficiency and performance from the ground up.
Coating solutions for Industry

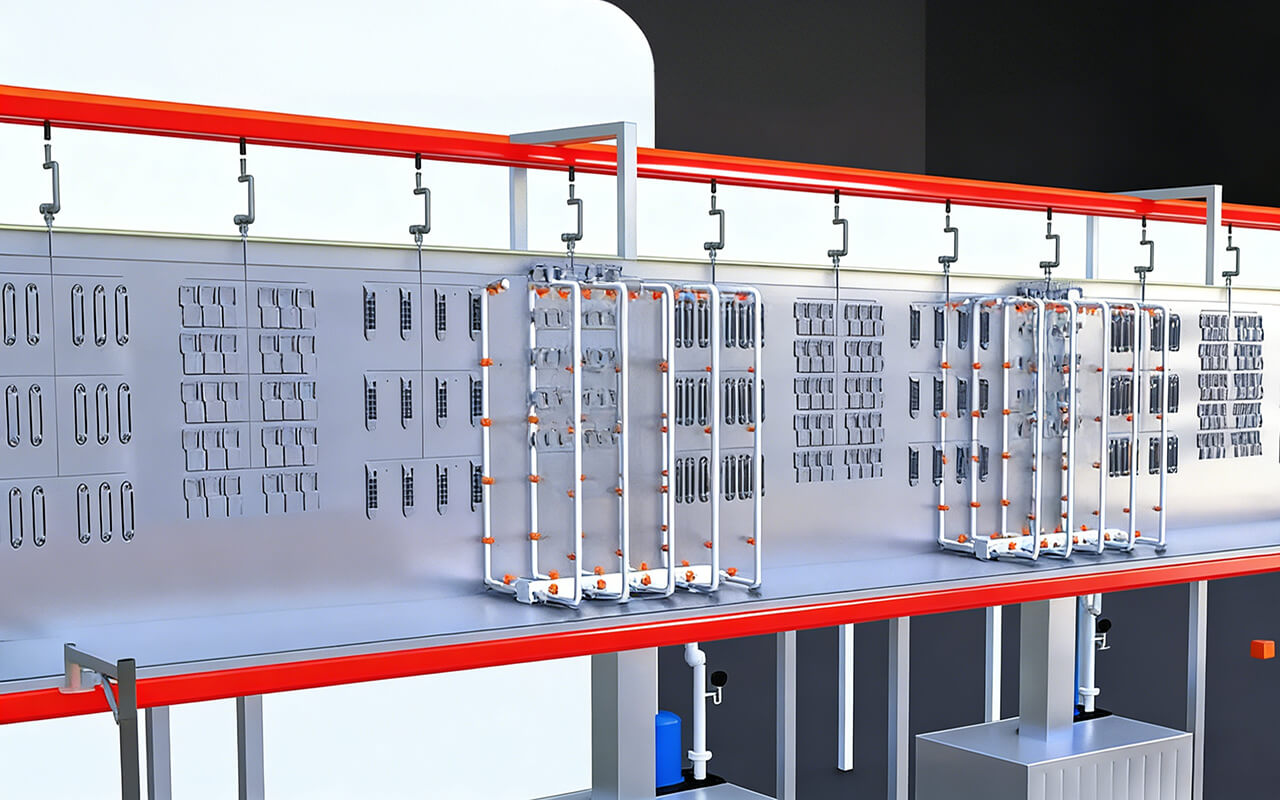
Pretreatment spray cross-section diagram
Pre-treatment is the foundation of the painting process and has a significant impact on the final quality of the coating. The main steps include degreasing, pickling, phosphating, and passivation.
• Degreasing is the most fundamental step. If oil and grease are not thoroughly removed from the workpiece surface, all subsequent steps will be ineffective.
• Pickling is mainly used to remove scale from hot-rolled steel plates. In automotive painting, it is primarily applied to frames and wheels. However, pickling can cause serious pollution in the workshop environment and should be avoided whenever possible—shot blasting can be used as an alternative. It must never be used on car bodies.
• Phosphating is a critical step, as it improves both the adhesion of the workpiece surface and the corrosion resistance of the electrophoretic coating.
• Passivation helps stabilize the quality of the phosphate film. However, due to the severe water pollution caused by chromium ions and the complexity of treatment, it is rarely used.
• Shot blasting is also a pre-treatment method, generally suitable for removing scale and rust from thicker steel plates, sections, and castings.
| Pre-treatment Process Parameters for Car Body | ||||||
| Step | Process Name | Function | Time (s) | Remarks | Temp. (°C) | Method |
| 1 | Flood Rinsing | Remove contaminants, heat body | 60 | Can be omitted if body is clean | - | Spray |
| 2 | Pre-degreasing | Remove oil from outer panels, heat body | 60–120 | Degreasing solution can be supplied from 1st rinse water | 50–55 | Spray |
| 3 | Degreasing | Remove oil and grease | 120–180 | Use cleaner containing sodium silicate, phosphate, surfactant, etc., to remove oil from entire body | 55–65 | Immersion |
| 4 | Rinse No.1 | Remove degreaser, cool body | 30–60 | Tap water; replenished from Rinse No.2 via overflow or pre-rinse | Room temp. (preferably low) | Spray |
| 5 | Rinse No.2 | Remove degreaser, cool body | Dip & out | Continuously replenish with tap water (outlet spray); keep body temp. below 40°C | Room temp. (preferably low) | Immersion |
| 6 | Surface Conditioning | Alkaline activation, form nucleation sites | 60 | Use conditioner containing titanate, phosphate, etc., to slightly alkaline steel surface | Room temp. | Immersion |
| 7 | Phosphating | Form phosphate coating | 180 | Use ternary zinc phosphate solution with accelerators to form crystalline phosphate layer via chemical reaction | 45–50 | Immersion |
| 8 | Rinse No.3 | Remove phosphate solution | 30–60 | Tap water; replenished from Rinse No.2 via overflow or pre-rinse; specially remove phosphate sludge | Room temp. | Spray |
| 9 | Rinse No.4 | Remove phosphate solution | Dip & out | Tap water, or replenished from Step 11 (DI rinse) via overflow or pre-rinse | Room temp. | Immersion |
| 10 | DI Rinse | Remove ionic impurities | Dip & out | Replenish with deionized water | Room temp. | Immersion |
| 11 | Fresh DI Rinse | Final rinse | 10–20 | Conductivity of drip water ≤ 30 µS/cm | Room temp. | Spray |
Pre treatment solutions Phosphate pretreatment Powder coating pretreatment system Pretreatment machines Powder coat pretreatment
Related Product

ST-LC-PT
Liquid Coating pre-treatment system
ST-LCP2000




