 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtLiquid Coating pre-treatment system
ST-LC-PT







Price: USD1000~20000
Get Quote PDF
The process is comprehensive and critical: The pretreatment stage aims to thoroughly remove various contaminants (such as oil, rust, and dust) from the workpiece surface.
Diverse and automated technical solutions: We offer a variety of pretreatment methods, from manual to automated pretreatment (including automated spraying and automated dip coating).
We place great emphasis on safety and environmental protection: We have established strict regulations for the procurement, storage, use and emergency response of strong acids and alkalis used.
Emphasis is placed on process integration and drying treatment: The phosphating/passivation rust prevention process after pretreatment is stressed, and various drying solutions.
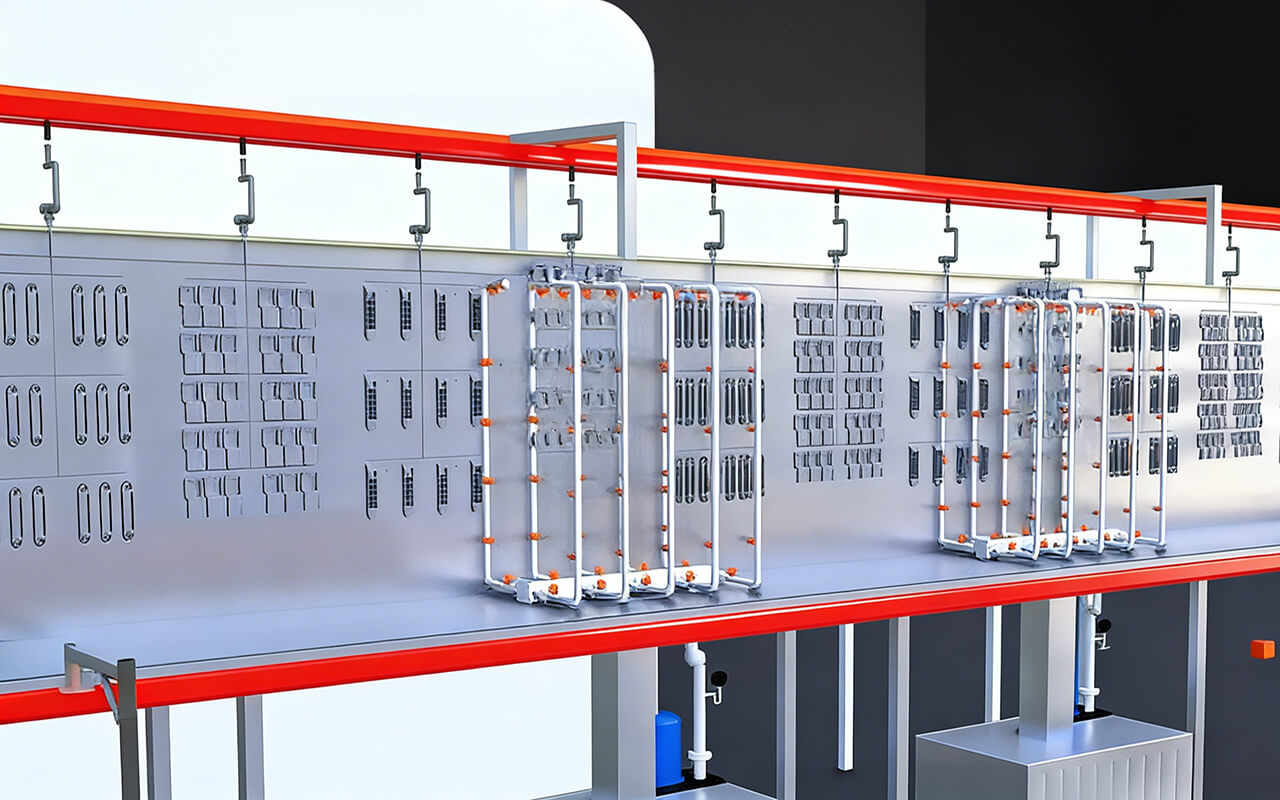
ShengTai Painting Equipment: The pre-treatment stage of the painting line refers to the complete cleaning of the workpiece surface from contaminants such as oxidation, rust, oil, dust, and other impurities. This ensures that the powder coating or paint can firmly adhere and bond with the metal surface, thereby enhancing the quality of the workpiece and extending its service life.
Coating solutions for Industry





Liquid Coating pre-treatment system

ShengTai Painting Equipment: The pre-treatment stage of the painting line refers to the complete cleaning of the workpiece surface from contaminants such as oxidation, rust, oil, dust, and other impurities. This ensures that the powder coating or paint can firmly adhere and bond with the metal surface, thereby enhancing the quality of the workpiece and extending its service life.
As an essential step in the pre-treatment process of the painting line, it involves the thorough removal of various contaminants (such as lubricants, emulsifiers, grease, sweat stains, etc.) and dust from the workpiece surface, ensuring a clean and prepared surface for coating. This process not only guarantees superior coating adhesion but also serves as a critical part of our advanced liquid coating equipment and anti corrosion equipment, ensuring long-lasting protection and durability for your products.
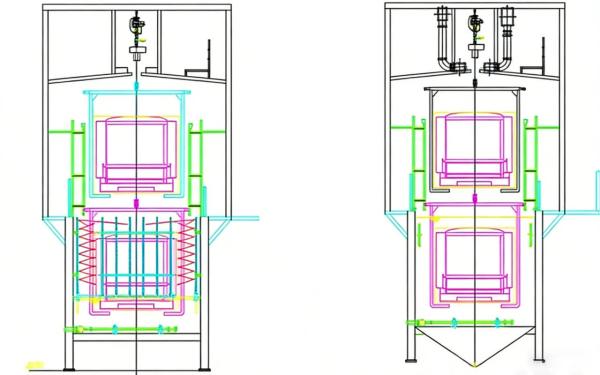
(1) Production of the Pretreatment Stage in the Coating Line
Pretreatment involves either manual simple processes or automated pretreatment processes. The latter is further divided into automatic spraying and automatic immersion-spraying processes. Before powder coating, workpieces must undergo surface treatment to remove oil and rust. This stage utilizes a variety of chemical solutions, primarily including rust removers, degreasers, surface conditioners, and phosphating agents.
In the pretreatment stage or workshop of a coating line, it is crucial to establish necessary protocols for the procurement, transportation, storage, and use of strong acids and alkalis. Workers must be provided with essential protective gear, as well as safe and reliable containers, handling tools, and mixing equipment. Emergency response measures and rescue methods for potential accidents must also be developed. Furthermore, since the pretreatment stage generates a certain amount of waste gas, waste liquid, and other pollutants, environmental protection measures are essential. This includes installing exhaust systems, drainage systems, and waste treatment equipment.
The quality of pretreated workpieces can vary due to differences in pretreatment solutions and the specific liquid coating equipment processes. For well-treated workpieces, where surface oil and rust are thoroughly removed, phosphating or passivation treatment is generally applied in subsequent steps shortly after pretreatment to prevent rapid re-rusting. Prior to powder coating, phosphated workpieces should be dried to remove surface moisture. For small-batch or single-piece production, natural air-drying, sun-drying, or blow-drying are commonly used. For large-scale assembly line production, low-temperature baking using ovens or drying tunnels is typically employed.
ShengTai Painting Equipment specializes in providing advanced liquid coating equipment and comprehensive anti corrosion equipment solutions, ensuring efficient, safe, and environmentally compliant pretreatment processes for your coating line.
| Process steps | main purpose | Operation method and key parameters | Equipment size reference |
| 1. High-pressure water rinsing | Initially remove impurities such as oil, iron filings, and welding slag from the surface of the workpiece. | High-pressure spray guns or spray devices are used, with water pressure typically ranging from 0.15 to 0.3 MPa. | The nozzle diameter of the spray gun is usually 1.5–3 mm; the spacing of the spray pipes is adjusted according to the size of the workpiece, and is generally 0.5–1 m. |
| 2. Pre-degreasing | Remove most of the oil and grease to prepare for subsequent degreasing. | Partial spraying and immersion or full spraying, temperature 50–60℃, time 1–3 minutes. | The length of the pre-degreasing tank is determined according to the length of the workpiece, generally 3–5 m, the width is 1–2 m, and the depth is 0.5–1 m. |
| 3. Defatting | To thoroughly remove grease, alkaline degreasing agents are often used. | Immerse or spray at a temperature of 55–65°C for 3–5 minutes. | The degreasing tank is similar in size to the pre-degreasing tank, with a length of 3–6 m, a width of 1–2 m, and a depth of 0.5–1 m. |
| 4. Wash with water (1–2 times) | Rinse off any residual liquid after degreasing to prevent contamination of subsequent processes. | Use overflow water for washing or spraying, at room temperature, for 0.5–2 minutes. | The washing tank is 2–4 m long, 1–1.5 m wide, and 0.5–1 m deep; the overflow outlet height is generally 1/3–1/2 of the tank height. |
| 5. Table adjustment | Adjust the microstructure of the workpiece surface to promote uniform formation of the phosphating film. | Soak for 0.5–2 minutes at pH 7.5–10.0. | The gauge groove is 2–3 m long, 1–1.5 m wide, and 0.5–1 m deep. |
| 6. Phosphating | A phosphate conversion film is formed on the workpiece surface, which improves coating adhesion and corrosion resistance. | Immerse or spray at a temperature of 35–55°C for 3–10 minutes. | The phosphating tank is 3–5 m long, 1–2 m wide, and 0.5–1 m deep; the nozzle spacing during spray phosphating is 0.5–1 m. |
| 7. Wash with water after phosphating | Remove residual phosphating solution to prevent corrosion. | Use overflow water for washing or spraying, at room temperature, for 0.5–2 minutes. | Similar to the preceding washing tank, it is 2–4 m long, 1–1.5 m wide, and 0.5–1 m deep. |
| 8. Drying | Remove moisture from the workpiece surface to prepare it for painting. | Dry by baking or air drying. The baking temperature is generally 60–80℃ and the time is 10–30 minutes. | The length of the drying chamber is determined according to the length of the workpiece, generally 5–10 m, the width is 2–3 m, and the height is 2–3 m. |
Related Product
ST-LCP2000
Innovative Automotive pretreatment solutions

ST-LC-PT




