 English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtУглубленный анализ влияния расстояния до краскопульта на качество поверхности.
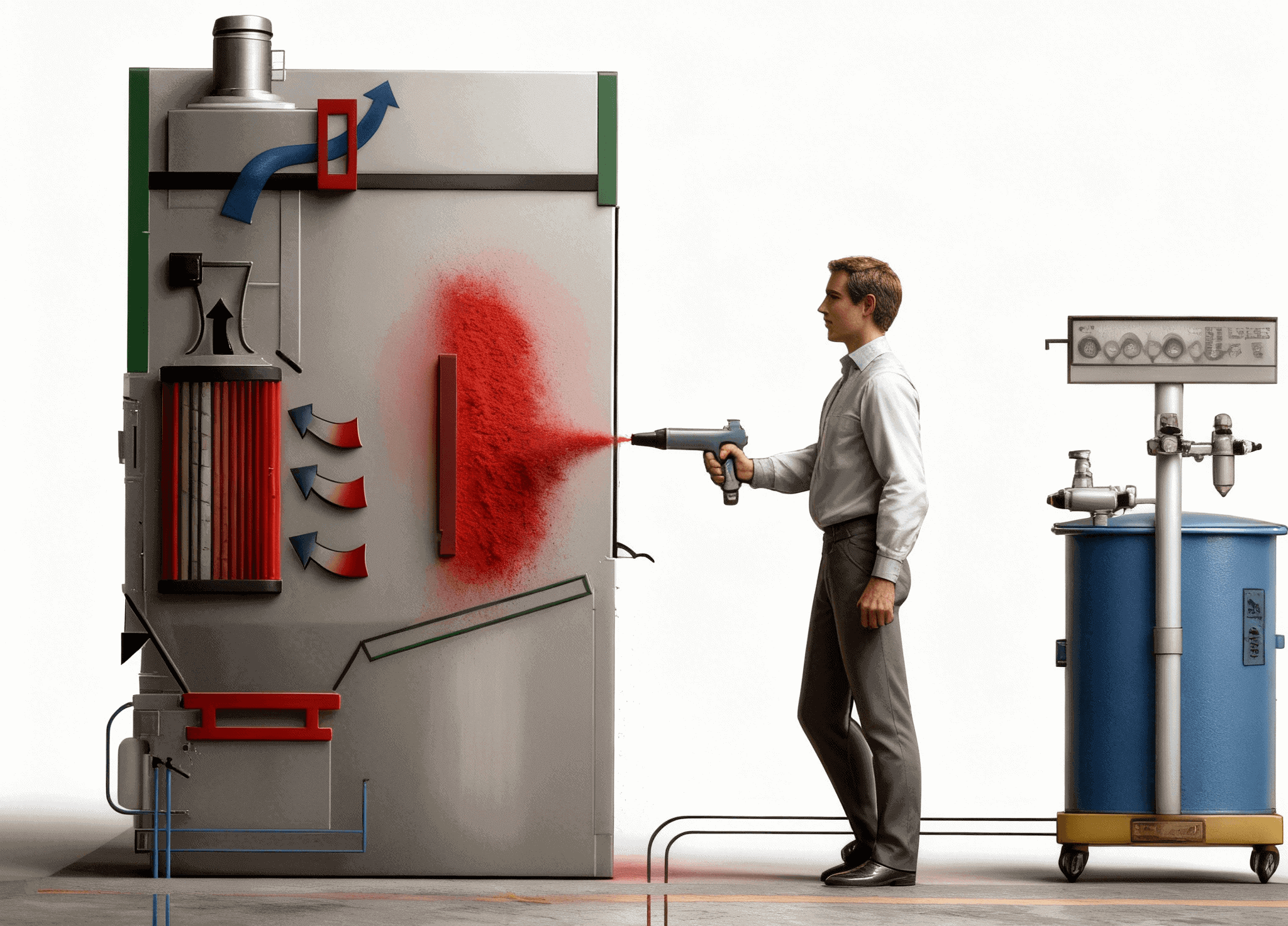
В линии порошковой окраски расстояние до распылителя является критически важным параметром, напрямую влияющим на качество, эффективность и стабильность покрытия.
Ниже представлен подробный анализ компании ShengTai Painting Equipment о том, как расстояние, на которое наносится порошковая покраска, влияет на конечный результат после порошковой окраски.

I. Слишком близкое расстояние до краскопульта (обычно < 150 мм)
-
Неравномерная толщина покрытия, склонность к «эффекту апельсиновой корки» или провисанию. Когда краскопульт находится слишком близко, большое количество порошка осаждается за очень короткое время. Прежде чем покрытие сможет полностью расплавиться и выровняться во время отверждения, пленка становится чрезмерно толстой, что приводит к плохому растеканию. Это приводит к шероховатой текстуре «апельсиновой корки», а в тяжелых случаях — к провисанию, подобному подтекам жидкой краски.
-
Усиление эффекта клетки Фарадея, затруднение нанесения порошка. Напряженность электростатического поля обратно пропорциональна квадрату расстояния. На очень малом расстоянии от источника электрического поля электрическое поле чрезвычайно сильное, но электростатическое отталкивание между заряженными частицами порошка также усиливается. В результате порошок преимущественно прилипает к краям и выступам, в то время как углубления, внутренние углы и канавки получают недостаточное покрытие, что приводит к образованию тонких пленок или даже обнажению подложки.
-
Обратная ионизация (обратная ионизация) — одна из наиболее типичных и серьезных проблем, вызванных чрезмерным сближением. Слишком толстый слой порошка накапливает избыточный отрицательный заряд на поверхности до отверждения, создавая очень высокий электрический потенциал. Когда этот потенциал становится достаточно высоким, чтобы пробить воздух (или слой порошка), происходит обратный поток положительных ионов. Эти ионы нейтрализуют отрицательные заряды на нижележащем слое порошка, вызывая отталкивание порошка от поверхности. Это приводит к образованию микропор, пузырьков и кратерообразных дефектов, что серьезно ухудшает плотность и внешний вид покрытия.
-
Риск электрического разряда и искрения. При слишком близком расположении пистолета к заготовке могут возникать сильные электростатические искры. Это может повредить покрытие и подложку, оставляя черные следы от ожогов, а также представляет потенциальную опасность для безопасности на линии порошковой окраски.
II. Слишком большое расстояние от краскопульта (обычно > 350 мм)

-
Снижение эффективности переноса и чрезмерный расход порошка. По мере перемещения порошка на большее расстояние его кинетическая энергия уменьшается, а электростатическое притяжение ослабевает. Значительная часть порошка не прилипает эффективно к заготовке, что приводит к низкой эффективности использования, увеличению затрат и усилению загрязнения окружающей среды.
-
Рыхлая структура покрытия и плохая адгезия. Из-за недостаточной кинетической энергии и электростатической силы при ударе частицы порошка образуют менее плотное покрытие. Прочность сцепления между частицами, а также между покрытием и подложкой снижается. Это может привести к снижению твердости, ухудшению износостойкости и повышению риска отслаивания.
-
Неравномерная толщина пленки и плохое покрытие краев. Траектории порошка легче нарушаются потоком воздуха на больших расстояниях, что приводит к неравномерному осаждению. Кроме того, ослабленное электростатическое поле уменьшает эффект «обтекания», что приводит к более тонким покрытиям на краях и углах.
-
Шероховатая поверхность и плохое выравнивание. Из-за слабой адгезии частицы порошка могут неплотно скапливаться на поверхности. В процессе отверждения они могут не полностью расплавиться и растечься, что приводит к сухой, зернистой и шероховатой поверхности.
III. Синергетическое взаимодействие с другими параметрами

Влияние расстояния до распылителя не существует само по себе и должно регулироваться в сочетании с другими ключевыми параметрами линии порошковой окраски:
-
Электростатическое напряжение: при более высоких напряжениях эффективное расстояние притяжения может быть увеличено; при более низких напряжениях расстояние действия пушки следует соответственно уменьшить.
-
Выход пороха / давление распыляющего воздуха: При более высоком выходе пороха увеличение расстояния стрельбы помогает предотвратить слишком быстрое осаждение.
-
Геометрия заготовки:
Для простых плоских деталей расстояние до источника излучения можно поддерживать на стабильном среднем уровне.
Для деталей с глубокими углублениями или сложной геометрией часто требуется динамическая регулировка. Для плоских поверхностей используется стандартное расстояние, а для углублений увеличение расстояния до пистолета и снижение напряжения могут помочь уменьшить эффект клетки Фарадея, сохраняя при этом общую эффективность переноса.
IV. Рекомендуемые параметры опрыскивания

1. Настройка расстояния до краскопульта
Рекомендуемая оптимальная начальная дистанция стрельбы составляет 150–300 мм. Точная настройка должна производиться с учетом конструкции изделия и техники оператора.
2. Комбинированная настройка параметров
В зависимости от формы заготовки и требуемой толщины пленки, для достижения наилучших результатов нанесения покрытия необходимо одновременно регулировать электростатическое напряжение (обычно 60–90 кВ) и подачу порошка.
Благодаря оптимизированному подбору параметров и профессиональному проектированию системы от ShengTai Painting Equipment, линии порошковой окраски обеспечивают стабильную работу, высокую эффективность переноса и неизменно превосходное качество поверхности.









