English
English Español
Español Português
Português Русский
Русский عربي
عربي Türkçe
Türkçe Deutsch
Deutsch Polski
Polski Français
Français Italiano
Italiano Tiếng Việt
Tiếng ViệtIn-Depth Analysis of How Spray Gun Distance Affects Surface Quality
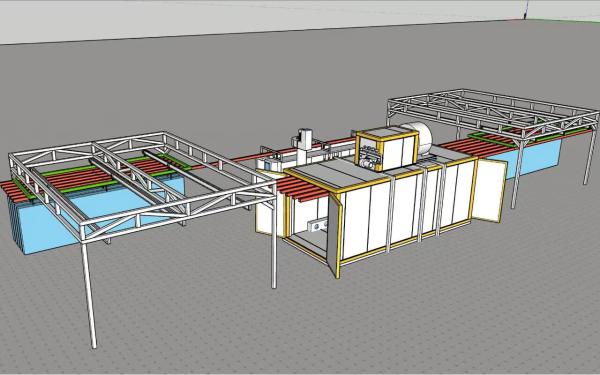
In a powder coating line, spray gun distance is a critical parameter that directly influences coating quality, efficiency, and stability.
Below is a detailed analysis by ShengTai Painting Equipment on how gun distance impacts the final surface finish after powder coating.

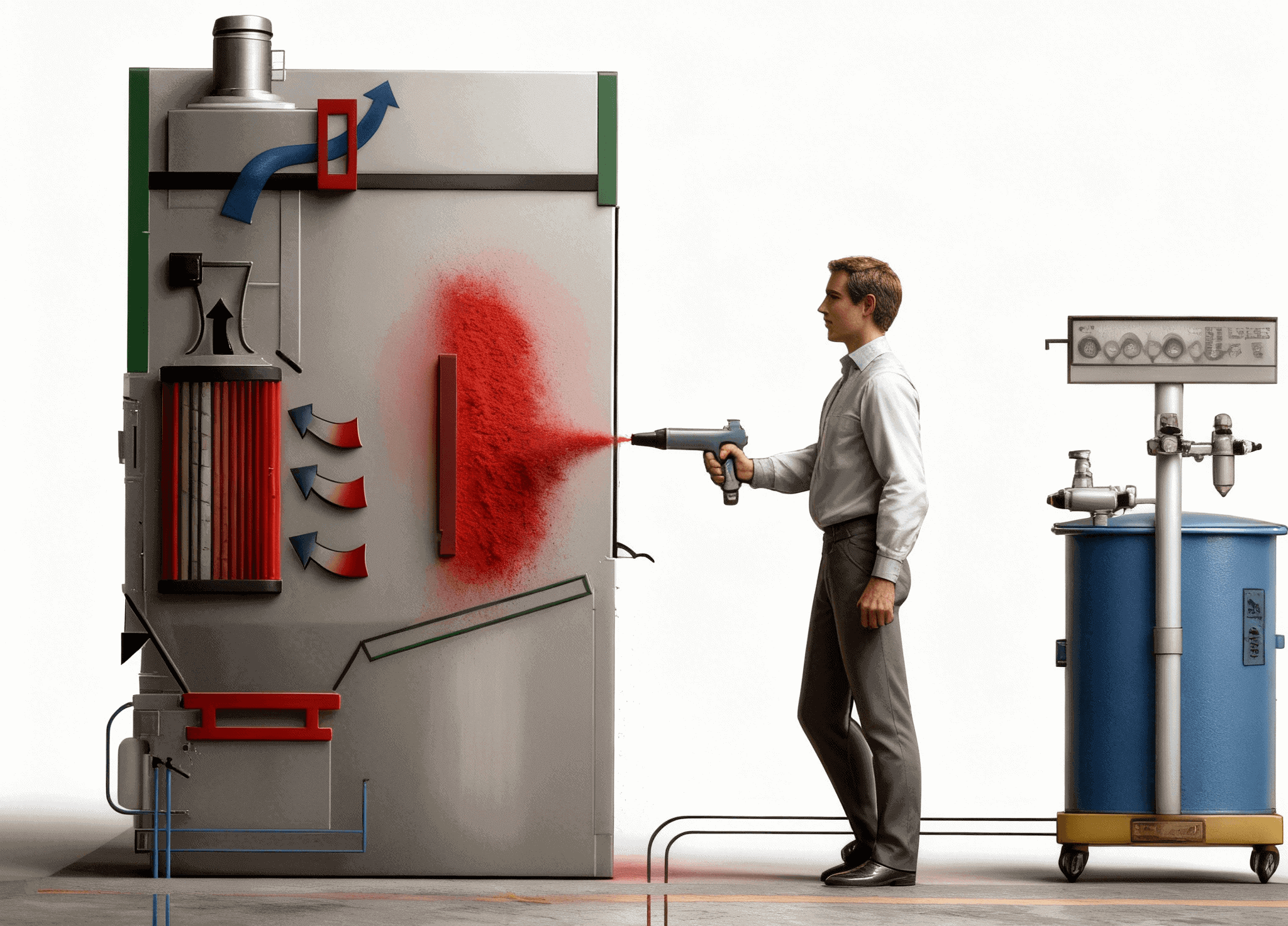
I. Spray Gun Distance Too Close (Usually < 150 mm)
Uneven coating thickness, prone to "orange peel" or sagging When the spray gun is too close, a large amount of powder is deposited in a very short time. Before the coating can fully melt and level during curing, the film becomes excessively thick, resulting in poor flow-out. This leads to rough “orange peel” textures, and in severe cases, sagging similar to liquid paint runs.
Intensified Faraday cage effect, difficulty in powder deposition Electrostatic field strength is inversely proportional to the square of the distance. At a very short gun distance, the electric field is extremely strong, but electrostatic repulsion between charged powder particles is also intensified. As a result, powder preferentially adheres to edges and protrusions, while recessed areas, inner corners, and grooves receive insufficient coating, causing thin films or even exposed substrate.
Back ionization (reverse ionization) This is one of the most typical and serious problems caused by excessive proximity. An overly thick powder layer accumulates excessive negative charge on the surface before curing, creating a very high electric potential. When this potential is high enough to break down the air (or powder layer), a reverse flow of positive ions occurs. These ions neutralize the negative charges on the powder layer beneath, causing powder to be repelled from the surface. This results in pinholes, bubbles, and crater-like defects, severely compromising coating density and appearance.
Risk of electrical discharge and sparking When the gun is too close to the workpiece, strong electrostatic sparks may occur. This can damage the coating and substrate, leaving black burn marks, and also poses potential safety hazards within the powder coating line.
II. Spray Gun Distance Too Far (Usually > 350 mm)

Reduced transfer efficiency and excessive powder waste As powder travels a longer distance, its kinetic energy decreases, and electrostatic attraction weakens. A significant portion of powder fails to adhere effectively to the workpiece, leading to low utilization rates, higher costs, and increased environmental pollution.
Loose coating structure and poor adhesion With insufficient kinetic energy and electrostatic force upon impact, powder particles form a less compact coating. The bonding strength between particles, as well as between the coating and substrate, is reduced. This can result in lower hardness, poor wear resistance, and a higher risk of peeling.
Uneven film thickness and poor edge coverage Powder trajectories are more easily disturbed by airflow over long distances, causing uneven deposition. Additionally, the weakened electrostatic field reduces the “wrap-around” effect, leading to thinner coatings on edges and corners.
Rough surface and poor leveling Due to weak adhesion, powder particles may loosely accumulate on the surface. During curing, they may not fully melt and flow, resulting in a dry, grainy, and rough surface appearance.
III. Synergistic Interaction with Other Parameters

The effect of spray gun distance does not exist independently and must be adjusted in coordination with other key parameters in a powder coating line:
Electrostatic voltage: At higher voltages, the effective attraction distance can be increased; at lower voltages, the gun distance should be reduced accordingly.
Powder output / atomizing air pressure: With a higher powder output, increasing the gun distance helps prevent overly rapid deposition.
Workpiece geometry:
For simple, flat parts, the gun distance can be maintained at a stable mid-range value.
For parts with deep recesses or complex geometries, dynamic adjustment is often required. A normal distance is used for flat surfaces, while for recessed areas, increasing gun distance and reducing voltage can help mitigate the Faraday cage effect—while still balancing overall transfer efficiency.
IV. Recommended Spraying Parameters

1. Spray gun distance setting
A gun distance of 150–300 mm is recommended as the optimal starting range. Fine adjustments should be made based on product structure and operator technique.
2. Combined parameter adjustment
According to workpiece shape and required film thickness, adjust electrostatic voltage (typically 60–90 kV) and powder output simultaneously to achieve the best coating results.
With optimized parameter matching and professional system design from ShengTai Painting Equipment, powder coating lines can achieve stable operation, high transfer efficiency, and consistently superior surface quality.